Глава 1 О металле, инструменте и оборудовании
Глава 1
О металле, инструменте и оборудовании


При ковке изделий кузнецам приходится иметь дело со сталями различных марок, цветными металлами и сплавами, которые различаются по физическим, механическим и технологическим свойствам (более подробно познакомиться со свойствами металлов и сплавов можно в Приложениях А и Б). При нагреве одни заготовки нагреваются быстрее, а другие медленнее. Кроме того, для нагрева до ковочной температуры одинаковых по размерам заготовок из разных материалов требуется сжечь разное количество топлива. Это связано с теплопроводностью металла, которая характеризуется скоростью нагрева заготовки по сечению. Чем меньше теплопроводность металла, тем больше опасность появления трещин в заготовке при нагреве.
К технологическим свойствам металла относят ковкость, усадку, свариваемость и закаливаемость.
Ковкость характеризует способность металла деформироваться под действием удара, а усадка – уменьшение размеров заготовки в процессе охлаждения. Стальные заготовки при охлаждении с ковочной до нормальной температуры уменьшаются в размерах на 1,2–1,3 %. Например, поковка длиной 500 мм после охлаждения до цеховой температуры будет иметь длину 495 мм. Если усадку металла не учесть, то получится брак поковки по размерам.
Под свариваемостью понимают способность металлов в нагретом состоянии под действием удара образовывать сварные соединения. Лучше всего свариваются стали с малым содержанием углерода и вредных примесей и плохо – легированные стали, алюминий и его сплавы.
Закаливаемость характеризует способность металлов приобретать в результате закалки высокую твердость. Хорошо закаливаются стали с содержанием углерода 0,4–0,7 %.
Наиболее широко в кузнечных работах используется сталь – сплав железа с углеродом.
Кроме углерода в сталях содержатся кремний, марганец, сера, фосфор и некоторые другие элементы. Причем сера и фосфор – вредные примеси: при содержании серы более 0,045 % сталь становится красноломкой, т. е. при нагреве до красного каления заготовка разрушается под ударами молота, а при содержании фосфора более 0,05 % сталь становится хрупкой в холодном состоянии.
В зависимости от количества углерода стали разделяют на низкоуглеродистые (до 0,25 % углерода), среднеуглеродистые (0,25–0,6 %) и высокоуглеродистые (0,6–2 %). Повышение содержания углерода увеличивает твердость и закаливаемость стали, но снижает теплопроводность и ковкость.
Легированные стали в кузнечном деле применяются в основном для изготовления инструмента, работающего при ударных нагрузках и высоких температурах. Никель повышает прочность детали, а хром еще и твердость и износостойкость. Марганец увеличивает твердость, прочность, сопротивление истиранию и удару, уменьшает вредное влияние серы, снижает теплопроводность. Кремний повышает прочность и упругость, но снижает вязкость и свариваемость. Для маркировки сталей приняты следующие обозначения наиболее распространенных легирующих элементов: X – хром, Н – никель, Г – марганец, С – кремний, Т – титан, Ю – алюминий. Буквой А обозначается пониженное содержание серы и фосфора.
Например, марка 40Х означает, что сталь содержит до 0,4 % углерода и до 1 % хрома; 18ХГТ – сталь содержит до 0,18 % углерода, до 1 % хрома и до 1 % титана; 20ХГА – сталь содержит 0,2 % углерода, до 1 % хрома, до 0,9 % марганца.
Инструментальные углеродистые стали содержат 0,6–1,3 % углерода, 0,15–0,6 % марганца, 0,15–0,35 % кремния, 0,03–0,35 % серы и фосфора. Эти стали маркируют буквой У, за которой следует цифра, обозначающая процентное содержание углерода. Например, сталь У9 – сталь инструментальная с содержанием углерода 0,9 %. В практике марку сталей определяют по искре (см. Приложение, табл. 1).
Из цветных металлов в кузнечном деле используют медь, алюминий, магний, титан и их сплавы. К деформируемым латуням (сплав меди с цинком) относятся Л90, Л80, Л68, Л62 и другие (цифры обозначают содержание меди в процентах); к оловянистым бронзам (сплав меди с оловом) – БрОЦ4–3 (4 % олова, 3 % цинка). Кроме того, хорошей ковкостью отличаются алюминиевые сплавы.
Внутреннее строение металлов. Чтобы лучше чувствовать металл, представлять себе, почему он куется, необходимо мысленно проникнуть внутрь металла, изучить его строение. Все металлы и сплавы имеют поликристаллическое строение, т. е. состоят из отдельных прочно сросшихся друг с другом зерен, между которыми располагаются в виде тонких прослоек неметаллические включения различных оксидов, карбидов и других соединений. Зерно, в свою очередь, также имеет кристаллическое строение, а его размеры составляют 0,01–0,1 мм.
При ковке деформация происходит главным образом вследствие скольжения зерен относительно друг друга, так как связь между ними слабее, чем прочность самих зерен.
В результате ковки зерна вытягиваются в направлении течения металла, что ведет к образованию мелкозернистой строчечной структуры. Одновременно вытягиваются неметаллические включения, которые придают деформированному металлу волокнистое строение, что можно наблюдать невооруженным глазом. Размеры зерна, а следовательно, и прочностные свойства металла зависят от температуры конца ковки. Чем выше температура металла в момент окончания деформирования, тем крупнее зерно и тем хуже механические свойства металла. Поэтому деформировать металл следует при такой температуре, чтобы измельченные в процессе деформирования зерна под действием высокой температуры не выросли до недопустимых размеров.
Топливо. Для нагрева заготовок кузнецы используют различные виды топлива: твердое, жидкое и газообразное (см. Приложение, табл. 2). В небольших кузницах наиболее широко применяется твердое топливо: дрова, торф, древесный и каменный уголь, кокс.
Древесный уголь был основным видом топлива вплоть до середины XVIII в., а в настоящее время его производят очень мало. Однако если необходим нагрев заготовок небольших размеров, то лучше всего сделать это все же на древесном угле, который должен быть хорошо выжжен, быть плотным, твердым, сгорать не слишком быстро, иметь блестящий излом и звонкость. Масса 1 м3 хорошего дубового и букового угля в рыхлой насыпке – 330 кг, березового – 215 кг, соснового – 200 кг, елового – 130 кг.
Кокс наиболее широко применяется в кузнечных цехах для нагрева заготовок, так как имеет относительно низкий процент содержания серы и фосфора и высокую теплотворную способность.
Каменный уголь используется в том случае, когда необходимо нагревать заготовки до высокой температуры. Уголь хорошего качества при горении дает короткое пламя и хорошо спекается. Плотность угля составляет 1,3 т/м3, а масса 1 м3 в рыхлой насыпке – 750–800 кг. Уголь должен быть черного с блеском цвета размером с грецкий орех. Кузнецы называют такой уголь «орешек».
Жидкое топливо – это нефть, продукты ее перегонки (бензин, керосин и т. п.) и остаточные масла.
Наиболее широко в кузнечном деле применяются мазуты, которые относительно дешевы и имеют высокую теплотворную способность.
Газообразное топливо (природный газ) все шире начинают использовать в кузнечных горнах, так как оно относительно дешево, имеет высокую теплотворную способность, легко смешивается с воздухом, полностью сгорает и, самое главное, в продуктах сгорания отсутствует ядовитый оксид углерода.
Для тех кузнецов и любителей кузнечного дела, кто любит работать на древесном угле, рассмотрим способы получения его в «домашних» условиях.
Получение древесного угля «в траншеях». Выкапываем траншею длиной 1,5–2 м и глубиной примерно 0,5 м, на дно насыпаем слой мелких щепок и стружки и сверху плотно укладываем поленья. Затем траншею закрываем железными листами, а сверху насыпаем песок и землю. С одного конца траншеи оставляем окно, через которое поджигаем щепки, а с другого – окно для выхода дыма. После того как дрова разгорятся, окна прикрываем, чтобы горение шло без доступа воздуха.
Украинский кузнец Богдан Попов, который изучает старинные традиции древнего кузнечества, получает древесный уголь, сжигая дрова в железной бочке при ограниченном поступлении воздуха.
Следует иметь в виду, что для нагрева стальных заготовок лучше использовать древесный уголь из твердых пород дерева: дуба, клена, бука, березы.
Нагрев заготовок. Это важная и ответственная операция, от которой зависят качество деталей, производительность труда, стойкость инструмента.
Кузнецу необходимо помнить, что в процессе нагрева изменяются структура металла, его свойства и состояние поверхностных слоев. В результате нагрева повышается активность взаимодействия металла с атмосферой и на поверхности заготовки образуется слой окалины, толщина которой зависит от температуры и времени нагрева, химического состава металла и окружающей среды.
Наиболее интенсивно окисляются стали при температуре выше 900 °C. Так, при температуре 1000 °C скорость окисления увеличивается в 2 раза, а при 1200 °C – уже в 5 раз.
Окалина, образующаяся на поверхности легированных сталей, плотная и имеет малую толщину, благодаря чему она не растрескивается при ковке и защищает металл от дальнейшего окисления. Хромоникелевые стали при нагреве практически не окисляются и поэтому называются жаростойкими.
При нагреве углеродистых сталей происходит выгорание углерода с поверхностного слоя на глубину до 2–4 мм, что ведет к обезуглероживанию и снижению прочности и твердости стали и к ухудшению закаливаемости. Обезуглероживание особенно неблагоприятно влияет на качество поковок небольших размеров, подвергаемых последующей закалке.
Известно, что прогрев заготовок по сечению происходит вследствие теплопередачи от наружных слоев к внутренним. Под действием высокой температуры наружные слои расширяются больше внутренних, и между ними возникают температурные напряжения, которые могут привести к образованию трещин и дальнейшему разрушению металла. Заготовки из углеродистых конструкционных сталей с размерами сечения до 100 мм не боятся быстрого нагрева, и поэтому их можно закладывать холодными в печь с температурой до 1300 °C.
Высокоуглеродистые и высоколегированные стали имеют низкую теплопроводность, и во избежание образования трещин заготовки необходимо нагревать медленно.
Ковать заготовку можно только тогда, когда она равномерно прогреется по всему сечению.
Следует сказать, что для каждой марки стали имеется свой температурный интервал ковки, т. е. определены температуры начала ковки Тн и конца Тк (см. Приложение табл. 3). Нагрев металла выше температуры Тн приводит к пережогу, в результате чего происходит ускоренная диффузия кислорода внутрь металла и из-за нарушения связей между зернами металл при ковке разрушается. Пережог – неисправимый брак.
Известно, что при перегреве увеличивается размер зерен, металл приобретает крупнозернистую структуру и его пластичность снижается. Кроме того, поковки с крупнозернистой структурой имеют низкие механические свойства. При необходимости перегрев можно исправить термической обработкой, но это требует дополнительного времени и расхода энергии. Ковка заготовок ниже температуры Тк приводит к образованию трещин. В связи с этим кузнецу необходимо пользоваться указанной выше таблицей и ковать металл в соответствующем температурном интервале.
Чтобы поковки имели более высокие механические свойства, необходимо стремиться заканчивать ковку при температуре на 20–30 °C выше допустимой температуры конца ковки. В этом случае в металле успеет произойти рекристаллизация, и структура останется мелкозернистой.
Низкоуглеродистые стали имеют более широкий температурный интервал ковки, чем высокоуглеродистые и легированные. Следовательно, при ковке изделий из низкоуглеродистых сталей требуется несколько меньшее число нагревов, чем при ковке аналогичного изделия из высокоуглеродистой или легированной стали, так как температурный интервал больше и кузнец успевает выполнить большее число операций без дополнительного нагрева.
Таким образом, при нагреве заготовок необходимо следить за температурой начала и конца ковки, потому что при увеличении времени нагрева слой окалины растет, а при быстром нагреве появляется опасность растрескивания металла. Из кузнечной практики известно, что нагрев заготовки диаметром 10–20 мм на древесном угле до ковочной температуры осуществляется за 3–4 мин, а заготовки диаметром 40–50 мм – уже за 15–25 мин. Температуру нагрева заготовок в промышленных условиях определяют при помощи специальных приборов, а в небольших кузницах – по цвету каления (см. Приложение табл. 4).
Горны и печи. Наши далекие предки для нагрева кусков самородного металла использовали костры, а для поднятия температуры дули в костер через трубки или применяли кузнечные мехи. Часто такие костры устраивали на склонах гор у русел рек: установлено, что там все время дует ветер и раздувает огонь очага. Эти костры впоследствии стали называть «волчьими ямами».
По мере совершенствования кузнечных мехов отпадает необходимость строить «нагревательные устройства» на горах, и их начинают размещать недалеко от жилищ. От дождя и снега очаг защищают навесом, а для подачи воздуха устанавливают мехи. В дальнейшем для удобства работы очаг горна (горновое гнездо) поднимают на некоторую высоту от земли. В таком виде горн просуществовал вплоть до настоящего времени.
Кроме того, кузнецы некоторых народностей, живущих в степных, северных или пустынных районах (цыгане, буряты, алтайцы, ненцы, якуты и др.) разворачивают свою «походную» кузницу прямо на земле. Для организации очага роют ямку, выкладывают ее камнем, ко дну ямки подводят сопло от кузнечного меха, разжигают уголь и нагревают заготовки. Наковальня устанавливается рядом на земле. На таком горне надо работать вдвоем – кузнец кует, а помощник качает мехи. Работу в такой кузнице часто демонстрирует украинский кузнец Богдан Попов на кузнечных фестивалях в Донецке (руководитель проекта – Виктор Бурдюк, заслуженный деятель искусств Украины).
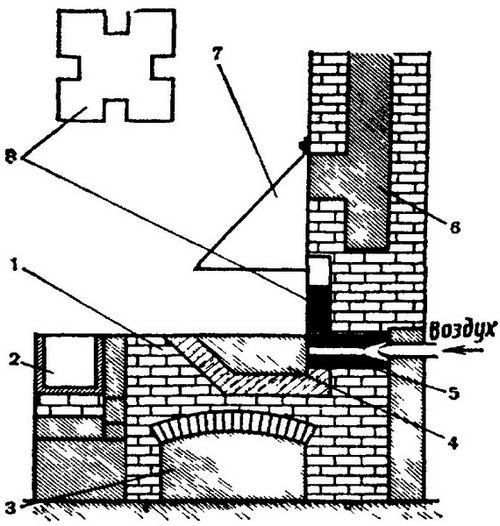
Рис. 1.1.1. Открытый кирпичный горн с задним дутьем: 1 – постамент; 2 – короб с водой; 3 – ниша; 4 – очаг (горновое гнездо); 5 – фурма; 6 – дымоход; 7 – зонт; 8 – фурменная плита.
Широкое развитие кузнечного дела способствовало созданию современных горнов с регулировкой подачи воздуха и отводом дыма и продуктов горения от очага.
Основа стационарного кирпичного горна с задним дутьем – постамент (лежанка, постель, стол), который служит для размещения очага и нагреваемых заготовок. Обычно горн устанавливается по центру задней от входа (основной) стены кузницы. Высота постамента определяется ростом кузнеца исходя из удобства переноса заготовки из горна на наковальню и обратно и принимается равной 700–800 мм, а площадь горизонтальной поверхности «стола» обычно равна 1 ? 1,5 или 1,5 ? 2 м. Постамент горна может выкладываться из кирпича, пиленого камня или железобетона в виде ящика, заполненного мелким битым камнем, песком, глиной и горелой землей. Верхняя горизонтальная часть стола выравнивается и, если есть возможность, выкладывается огнеупорным кирпичом.
Постамент также может быть литым (рис. 1.1.2), сварным или сборным, а поверхность стола выкладывают огнеупорным кирпичом и окантовывают металлическим уголком.
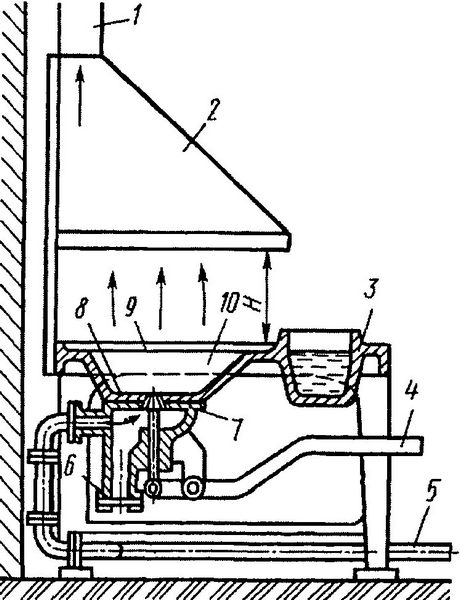
Рис. 1.1.2. Стационарный горн с литым постаментом: 1 – вытяжная труба; 2 – зонт; 3 – бачок с водой для охлаждения инструмента; 4 – рычаг для регулирования подачи воздуха; 5 – воздухопровод; 6 – заслонки; 7 – конический запорный наконечник; 8 – фурма; 9 – литой стол; 10 – очаг.
Центральное место стола занимает очаг, или горновое гнездо, которое может размещаться как в центре, так и у задней или боковой стенки горна.
В очаге температура достигает максимума, поэтому его стенки обычно выкладывают огнеупорным кирпичом и обмазывают огнеупорной глиной. Размеры гнезда определяются назначением горна и размерами нагреваемых заготовок. Центральное гнездо в плане обычно имеет круглую или квадратную форму размером 200 ? 200 или 400 ? 400 и глубиной 100–150 мм.
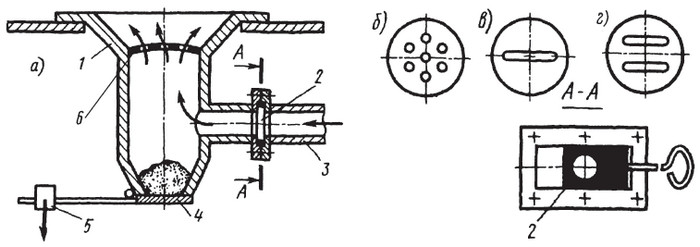
Рис. 1.1.3. Литая фурма (а) со сменными колосниковыми решетками (б, в, г): 1 – корпус фурмы; 2 – заслонка; 3 – подводящий патрубок; 4 – донная крышка; 5 – груз; 6 – колосниковая решетка.
Рассмотрим один из конструктивных вариантов и принцип действия фурмы нижнего дутья (рис. 1.1.3 а). Воздух (от вентилятора или мехов) подводится через патрубок (п.3) и попадает в корпус (п.1) фурмы и через чугунную колосниковую решетку (п.6) в зону горения. Регулирование количества подаваемого воздуха осуществляется рукояткой, которая перемещает заслонку и тем самым перекрывает канал подводящего патрубка (п.3). Для очистки корпуса фурмы от золы и других отходов горения открывается донная крышка (п. 4), которая в исходном положении прижимается к днищу корпуса грузом (п.5).
Для создания пламени различного вида следует применять несколько колосниковых решеток с разнообразными формами отверстий для прохода воздуха. Равномерно расположенные круглые отверстия (рис. 1.1.3 б) способствуют образованию факельного пламени, щелевые отверстия (рис. 1.1.3 в, г) – узкого и удлиненного.
При горизонтальном расположении фурмы (слева или сзади; рис. 1.1.4 а) необходимо предохранять стенку горна от прогорания. Обычно для этого используют чугунную фурменную плиту, в которой имеются пазы для ввода конца фурмы (рис. 1.1.4 б). При выгорании участка плиты в районе фурмы ее переворачивают на 90°, и фурма устанавливается в другой паз. Чтобы не выгорала сама фурма, следует охладить ее изнутри холодной проточной водой. Внутренний диаметр фурмы в зависимости от размера горна составляет 25–30 мм.
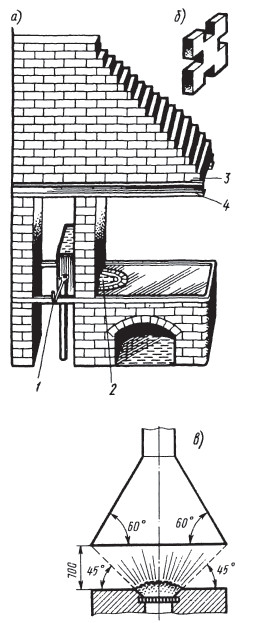
Рис. 1.1.4. Стационарный горн с кирпичным зонтом. Общий вид (а): 1 – бачок с водой; 2 – водоохлаждаемая фурма; 3 – кронштейны; 4 – зонт; чугунная фурма (б); схема подвески зонта (в).
Над стационарным горном для сбора и отвода из кузницы дыма и газов устанавливается зонт, который может иметь различное конструктивное исполнение. Размеры нижнего входного отверстия зонта обычно совпадают с размерами стола горна. В качестве задней стенки зонта используется стена здания. Зонты обычно изготовляют из листового железа толщиной 0,5–1,5 мм.
Для лучшего улавливания дыма и газов зонты устанавливают над горном на высоте 400–800 мм, а точная высота уже определяется на месте в зависимости от индивидуальных особенностей горна (рис. 1.1.4 в) – силы дутья, высоты и размеров вытяжной трубы и других параметров. В некоторых случаях зонты оснащаются опускающимися крыльями. Недостаток металлических зонтов в том, что они могут прогореть, а ремонт их сложен и трудоемок. Наиболее долговечны зонты, сложенные из обычного или огнеупорного кирпича. Однако такие зонты значительно тяжелее металлических, и для их поддержки необходима жестко заделанная металлическая рама из уголков или швеллеров, а иногда и дополнительные подпорки по углам.
Более совершенная конструкция открытого горна показана на рис. 1.1.5. Горновая чаша (п.6) с чугунной решеткой (п.5), а также фурма (п.7) с крышкой (п.8) крепятся на сварной металлической подставке (п.9). Воздух от вентилятора подается в очаг горна по трубе (п.10) и регулируется заслонкой (п.11). Уголь (п. 4) закладывается на чугунную решетку, а газы удаляются через зонт (п.3) и две трубы (п.1) и (п.2). При прохождении дыма через наружную трубу внутренняя нагревается, что улучшает тягу. Зола и шлак, которые накапливаются на дне зольника, удаляются при открытии крышки (п.8).
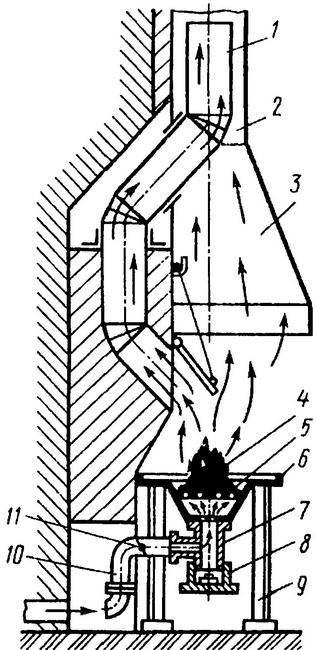
Рис. 1.1.5. Стационарный горн из металла и кирпича.
Переносные горны – это цельнометаллические сварные или сборные конструкции, применяемые для нагрева заготовок небольшого размера при ремонтных работах на полевых станах, строительных площадках, в альплагерях, т. е. вдалеке от промышленных предприятий.
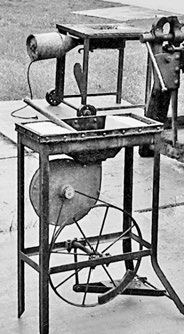
Переносной горн (рис. 1.1.6) состоит из металлической рамы (п.5), на которой сверху крепится стол с очагом (п.1) и вентилятором (п.6) для подачи воздуха. Вентилятор приводится во вращение от ножной педали (п.3)через кривошип, маховик (п. 2) и ременную передачу (п. 4). Они имеют небольшой вес и маленькие габариты и поэтому используются для ковки лошадей в полевых условиях, для устройства показательных выступлений кузнецов на различных праздниках и фестивалях. На рис. 1.1.7 показаны переносные горны (конструкции США).
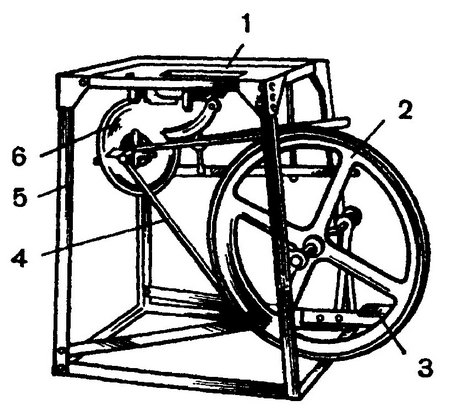
Рис. 1.1.6. Переносной кузнечный горн.
Однако все открытые горны, о которых шла речь выше, имеют очень низкий коэффициент полезного действия (КПД – отношение количества теплоты, требуемой для нагрева заготовки, к общему количеству теплоты, получаемой в результате сгорания топлива), он составляет 2–5 %.
Установлено, что для нагрева 1 кг металла до ковочной температуры требуется 1 кг каменного угля. Кроме того, в результате непосредственного соприкосновения металла с каменным углем происходит насыщение поверхности нагреваемого металла серой, что ухудшает механические свойства кованых изделий. Поэтому необходимо закладывать заготовки в горн только тогда, когда уголь хорошо разгорится и сера выгорит. Для повышения КПД открытого горна кузнецы, используя способность каменного угля спекаться под действием высокой температуры, обычно устраивают над очагом куполообразную «шапку» из спекшегося угля и внутрь закладывают заготовки. В результате этого заготовки нагреваются быстрее, а окисляются меньше. Кроме того, экономится уголь.
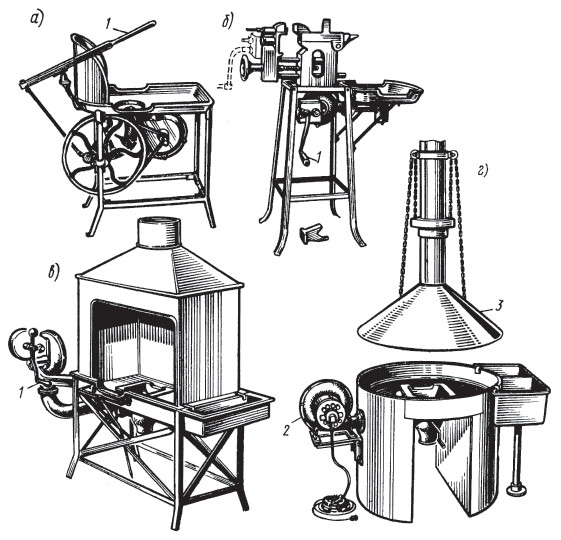
Рис. 1.1.7. Переносные горны (конструкции США) с ручным (а, б, в) и с электрическим (г) приводом подачи воздуха: 1 – ручной привод; 2 – электрический привод; 3 – регулируемый по высоте зонт.
Кроме «шапки» над очагом можно сделать печурку из нескольких кирпичей (рис. 1.1.8) или согнуть П-образно металлический лист. Можно также согнуть пополам заготовку квадратного сечения (16 ? 16 мм), оставив небольшую щель (рис. 1.1.9), и установить ее у очага, а все пространство завалить влажным углем. Когда уголь разгорится и шапка спечется, в щель устройства можно будет вставлять заготовки небольшого диаметра.

Рис. 1.1.8. Печурка из кирпича.

Рис. 1.1.9. Печурка со щелью.
Для нагрева крупных заготовок лучше применять шахтные горны (рис. 1.1.10). Такой горн высотой 0,6 м и площадью стола 1 м2 устанавливается в центре кузницы. Шахта имеет глубину 0,5 м с сечением у основания 300 ? 300 мм, сверху 150 ? 150 мм. Дутье (воздух под давлением) подводится на расстоянии 400 мм от верха горна. Дном шахты служит чугунная заслонка, которая легко выдвигается для очистки горна. После очистки заслонку задвигают и засыпают тонким слоем золы для предохранения ее от нагревания.
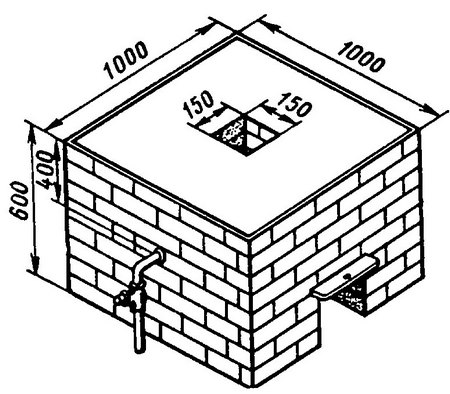
Рис. 1.1.10. Шахтный горн.
Современный стационарный горн закрытого типа (рис. 1.1.11) имеет камеру (п.2), выложенную изнутри огнеупорным кирпичом (п.9), установленную на металлической подставке (п.7). Уголь засыпается на колосниковую решетку (п.8) через топочный люк (п. 4), в котором имеется окно (п. 3) для «шуровки» топлива. Воздух от вентилятора по трубе (п.5) подается в металлическую коробку (п.6) и далее через отверстия в колосниковой решетке попадает в горновой очаг. Продукты горения через дымоход (п.12) и зонт (п.1) отводятся в атмосферу. Не полностью сгоревший угарный газ СО дожигается вследствие подачи дополнительного воздуха через трубку (п.10). Окно (п.11) служит для загрузки и выгрузки заготовок.
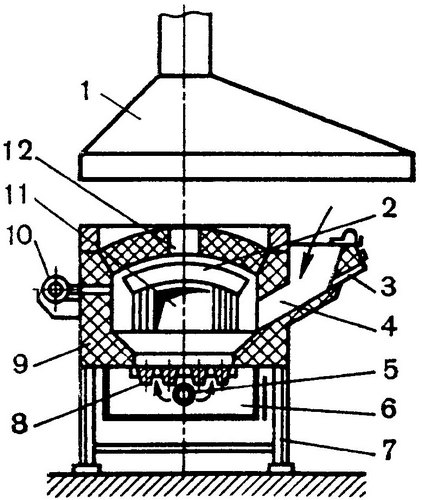
Рис. 1.1.11. Современный стационарный горн закрытого типа.
Горны, работающие на жидком или газообразном топливе, – это нагревательные устройства камерного или шахтного типа (рис. 1.1.12), состоящие из камеры нагрева (п.1) и топочной камеры (п.3). Обе камеры изнутри облицованы огнеупорным материалом. Воздух в камеру поступает по патрубку (п.6) через коническое сопло (п.7) и отверстия (п.9) и (п.8). Топливо подается сверху через воронку (п.5), стекает по соплу (п.7) и подхватывается струей воздуха, распыляется и сгорает. Разжигают смесь через специальное окно (п.4), в которое вводят горящий факел. По мере разогрева камеры увеличивают подачу воздуха и топлива и устанавливают необходимый режим горения.
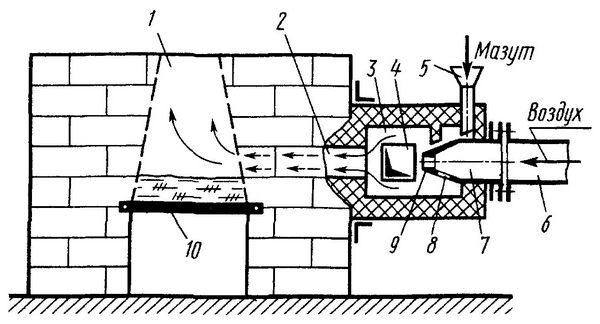
Рис. 1.1.12. Современный стационарный горн закрытого типа.
Кроме горнов различных конструкций и типов, в кузницах применяют электрические и газовые печи. Печи по сравнению с горнами имеют ряд преимуществ: заготовка при нагреве практически не соприкасается с топливом, в результате чего она не насыщается серой и другими вредными элементами и меньше окисляется; сгорание топлива в печах более полное, в связи с чем повышается КПД печей до 10–15 %.
В «полевых» условиях, когда необходимо что-то срочно отковать, можно использовать паяльную лампу (рис. 1.1.13 а, б). Три кирпича (п.6) ставятся на торец, на них кладется колосниковая решетка (п.4), а на нее устанавливается печурка (п.1) из четырех кирпичей, в которую засыпается уголь (п.3). Снизу размещается паяльная лампа (п.7) с патрубком (п.5). Горн разжигают, и можно нагревать заготовку (п.2). Более простая конструкция показана на следующем рисунке. Паяльную лампу (п.7) ставят в небольшую ямку, а рядом складывают печурку из огнеупорного кирпича (п.1). Небольшие заготовки (п.2) закладывают в щель между кирпичами. Можно в ямку установить ручной или электрический вентилятор (п.8) и подавать воздух в фурму, установленную в ямке (рис. 1.1.13 в). При работе с такими горнами необходимо следить, чтобы паяльная лампа сильно не разогревалась.
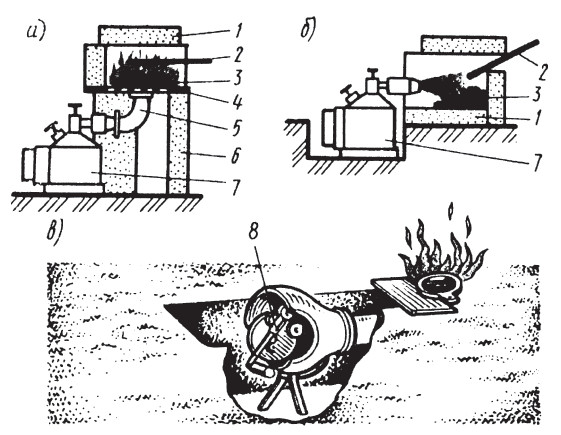
Рис. 1.1.13. Простейшие горны: а, б – с паяльной лампой; в – с вентилятором.
Конструкция легкого переносного горна с бытовым пылесосом показана на рис. 1.1.14. Постамент горна (п.1) сварен из уголков, а стол горна выложен из огнеупорного кирпича. К верхним горизонтальным уголкам приваривается зольник (п.3), сверху которого плотно укладывается чугунная фурма (п.2). На высоте 150 мм от основания к зольнику приваривается патрубок с внутренним диаметром 30 мм, в который вставляется носик шланга (п.4) пылесоса (п.5). При этом необходимо иметь в виду, что шланг должен быть вставлен в верхнее гнездо пылесоса, а нижнюю чашку пылесоса с фильтром снимают, и пылесос устанавливают на подставку.
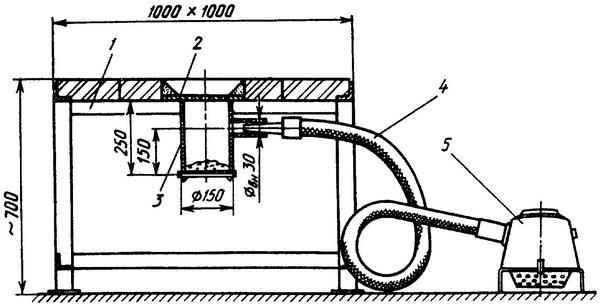
Рис. 1.1.14. Горн с пылесосом.
Воздуходувные устройства. Горячая ковка металлов и сплавов стала возможной только тогда, когда появились надежные воздуходувные устройства. Первыми такими «устройствами» были рабы, которые через тростниковые или деревянные трубки дули в костер. Со временем человек начал применять для подачи воздуха в костер шкуру (мех) животного – козла или барана, снятую «чулком», т. е. целиком. Все отверстия, кроме двух, в шкуре заделывались, в одно отверстие вставлялась глиняная трубка – сопло, а другое отверстие служило для засасывания воздуха внутрь шкуры. Человек за край отверстия приподнимал шкуру, и воздух поступал внутрь. После этого он ладонью закрывал отверстие и, надавливая на шкуру, выпускал воздух в огонь. Так появились первые воздуходувные устройства – мехи, которые с различными изменениями просуществовали вплоть до XX в. Для создания более равномерного дутья на определенном этапе развития стали применять два меха и давить на них поочередно ногами. Чтобы нога не проваливалась при нажатии, под нее стали подкладывать дощечку – так мешок из меха преобразовался в клинчатые мехи. Основу таких мехов составляли две образующие клин и клиновидные в плане доски, которые шарнирно крепились к массивному деревянному бруску – голове (вершина клина), а с противоположной стороны обтягивались кожей.
Первые конструкции клинчатых мехов были однокамерными, а с XIII в. начинают применяться двух– и даже трехкамерные мехи, которые давали длительное и равномерное дутье.
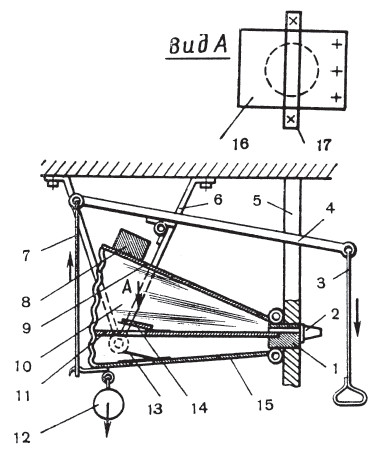
Рис. 1.1.15. Клинчатые мехи.
Рассмотрим конструкцию клинчатых мехов двойного действия (рис. 1.1.15) и принцип их работы. Голова (п.1) – основная часть мехов, которая соединяет все составные части. Спереди крепится сопло (п.2) – конусная стальная или чугунная трубка. С противоположной стороны крепятся три закругленные в широкой части доски: верхняя (п.9) и нижняя (п.15) – шарнирно, а средняя (п.11) – жестко. Кроме того, средняя доска имеет две цапфы, с помощью которых мехи жестко крепятся к стойкам (п.6). Нижняя и средняя доски имеют воздушные клапаны (п.13) и (п.14). Устроены они довольно просто (вид А): кусок кожи (п.16), одна сторона которого прибита к доске, перекрывает круглое отверстие в досках. Поверх кусочка кожи прибит ограничивающий ее подъем ремешок (п.17). Кожаная гармошка (п.10) соединяет верхнюю (п.9) и нижнюю (п.15) подвижные доски со средней неподвижной (п.11). Состоит гармошка обычно из трех отдельных частей (складок), которые соединяются между собой деревянными элементами, по форме совпадающими с широкой частью досок. Каждая складка прибивается к такому элементу через тоненькие ремешки. Крепление мехов у горна осуществляется следующим образом: голова жестко крепится в экране горна (п.5), при этом сопло (п.2) плотно входит в фурму. Второе жесткое крепление осуществляется с помощью цапф, которые прибиваются к специальным стойкам (п.6) с противоположных сторон меха.
Качает мехи или сам кузнец левой рукой, или его помощники. От рукоятки (п.3) через деревянное коромысло (п.4) и вертикальную тягу (п.7) движение передается на нижнюю подвижную доску (п.15) мехов. При движении доски вниз клапан (п.13) открывается, и воздух поступает в нижнюю камеру, а при движении доски вверх клапан (п.13) закрывается, а клапан (п.14) открывается и воздух перетекает в верхнюю камеру и далее через сопло в очаг горна.
Клинчатые мехи двойного действия дают спокойное дутье, в результате чего создается ровное пламя и заготовки нагреваются равномерно. В тех случаях, когда надо увеличить дутье, на верхнюю доску меха кладут груз (п.5), а к нижней подвешивают груз (п.12).
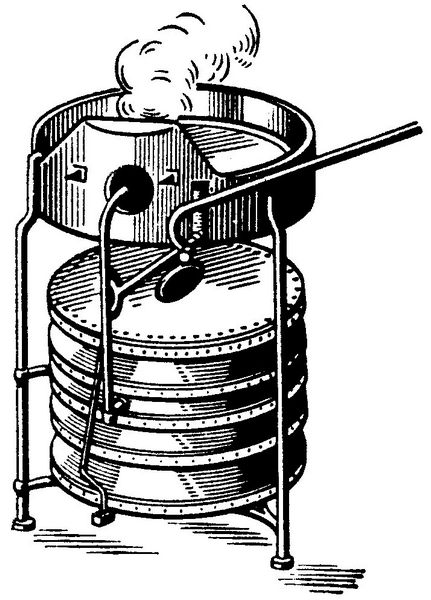
Рис. 1.1.16. Цилиндрические мехи.
В зависимости от размера горна и проводимых работ кузнецы применяли мехи разной длины: метровые, полутораметровые и двухметровые. Интересно отметить, что на изготовление одного меха шло от одной до трех воловьих или коровьих шкур.
К недостаткам клинчатых мехов следует отнести их громоздкость, быстрое изнашивание кожи из-за нагрева, относительно низкую производительность и трудоемкость процесса качания.
В настоящее время горн с кузнечными мехами можно увидеть не только в музеях, но и на различных кузнечных праздниках и фестивалях: так, на Международном фестивале в городе Ивано-Франковске (организатор проекта Сергей Полуботько – президент Союза кузнецов Украины) известный кузнец-оружейник Петр Федоряка всем посетителям демонстрировал работу «старинного» переносного горна с кузнечными мехами. Ана праздник кузнецов в Москве в парке Царицыно (организатор проекта Т. Бородина) кузнецы из «Сварога» (г. Клин) привезли горн на колесах с кузнечными мехами (фото 1.1.2), показывали его работу и даже поили чаем из самовара всех присутствующих. Кроме того, в парке были организованы другие площадки для ковки (фото 1.1.3), на одной из которых были размещены горны – один с электроприводом, другой с ножным механическим приводом. Наковальни установлены на деревянных колодах, стуловые тиски – на массивном столе, инструмент во время работы разложен и повешен на металлической стойке. На другой площадке (фото 1.1.4) была организована показательная ковка: известный московский специалист по подковам коваль Семен Рубцов, автор такой оригинальной работы, как «Учитель» (фото 1.1.5), «рассказывал» при помощи ручника, как куется подкова, а автор этих строк А.Навроцкий со школьником Ваней Садецким проводили уроки кузнечного мастерства (фото 1.1.6).
Более современными по сравнению с клинчатыми мехами можно считать цилиндрические мехи, которыми оснащались небольшие переносные горны (рис. 1.1.15). Принцип действия у них аналогичен действию клинчатых мехов, но их габариты значительно меньше. Постепенно мехи начинают заменяться вентиляторами с ручным (рис. 1.1.17) или ножным приводом (рис. 1.1.18). Преимущества их бесспорны: они значительно компактнее, имеют бо?льшую производительность и обеспечивают постоянную струю воздуха.
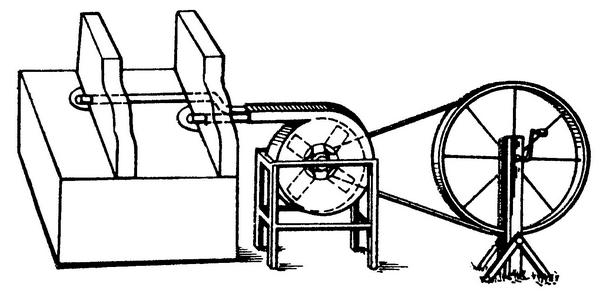
Рис. 1.1.17. «Ветрогон» с ручным приводом.

Рис. 1.1.18. Горн с вентилятором и ножным приводом.
В современных кузницах применяются различные по мощности вентиляторы и турбины с электроприводом. Частота вращения крыльчатки в вентиляторах средней производительности достигает 1000–2000 мин–1, что создает скорость истечения воздуха из фурмы до 50 м/с. К недостаткам этих устройств следует отнести повышенную вибрацию и шум, поэтому лучше выносить их за пределы кузницы.
Инструменты и приспособления
Кузнецу для работы необходимо большое число разнообразных инструментов и приспособлений. Все кузнечные инструменты по своему назначению делятся на опорные, ударные, подкладные, зажимные, захватывающие, мерительные и вспомогательные.
К опорному инструменту относятся: основные наковальни, наковальни небольших размеров для мелких работ и шпераки.
В настоящее время в РФ выпускается три вида наковален (рис. 1.1.19 а, б, в): безрогая массой 90–200 кг, однорогая массой 70–210 кг и двурогая массой 100–270 кг. Раньше выпускались наковальни и других типов с различными технологическими выступами, пазами и наклонными плоскостями для выполнения специальных видов работ.
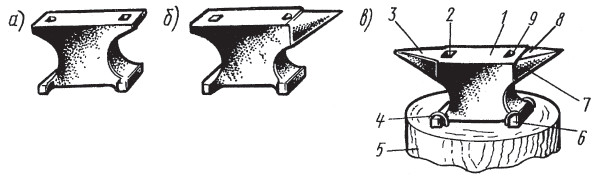
Рис. 1.1.19. Типы наковален: а – безрогая; б – однорогая; в – двурогая: 1 – лицо; 2 – квадратное отверстие; 3 – хвост; 4 – скобы; 5 – стул; 6 – лапы; 7 – конический рог; 8 – незакаленная площадка; 9 – круглое отверстие.
Современные наковальни изготовляют обычно из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня. Верхняя горизонтальная плоскость п.1 называется лицом или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости HRC 45–50 и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребру следует быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.
Конический рог (п.7) предназначен для гибки полос и прутков, а также раскатки и сварки кольцевых заготовок. В некоторых типах наковален имеется промежуточная прямоугольная площадка (п.8) между рогом и лицом, которая не закалена и предназначена для рубки на ней заготовок.
С противоположной стороны от рога расположен хвост (п.3), представляющий собой консольную прямоугольную пирамиду, он предназначен для гибки и правки замкнутых прямоугольных заготовок. В районе рога имеется круглое отверстие (п.9) диаметром 15–25 мм, которое используется при пробивке отверстий. Около хвоста расположено квадратное отверстие (п.2) размером 35 ? 35 мм для установки подкладного инструмента (нижняков) и других приспособлений. В некоторых типах наковален делаются два круглых отверстия разных диаметров.
Снизу у наковальни – лапы (п.6), за которые она крепится специальными скобами (п.4) к чурбану – стулу (п.5) или металлической подставке. Для стула обычно берут массивный деревянный чурбан или пень от дуба, клена либо березы диаметром 500–600 мм. Можно набирать стул и из отдельных частей, стягивая их железными обручами. Если нет возможности подобрать необходимый чурбан, можно использовать металлические или деревянные бочки: их набивают песком, глиной, землей, хорошо утрамбовывают, а сверху кладут деревянную прокладку и на нее устанавливают наковальню.
Большое внимание следует уделить установке стула: он должен стоять вертикально и не вибрировать во время работы. Стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Верхний торец стула можно закрыть кровельным железом, что предохранит его от обгорания при попадании окалины или горячих обрубков заготовки. Высота стула зависит от роста кузнеца и определяется исходя из того, что плоскость лица наковальни должна быть на высоте 600–700 мм от уровня пола, а точнее – доходить до кончиков слегка согнутых пальцев стоящего кузнеца.
При легком ударе по хорошей наковальне раздается высокий, чистый звук, а молоток при ударе отскакивает от нее со звоном. На фото 1.1.7 а, б, в показаны наковальни и способы установки их на основание: а – на сварном основании вместе со стуловыми тисками, б – на деревянной колоде и в – на литой тумбе.
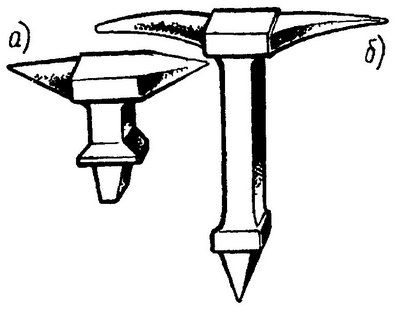
Рис. 1.1.20. Шпераки: а – для установки на основную наковальню; б – для вколачивания в землю.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы (фото 1.1.8) или специальные наковальни – шпераки (рис. 1.1.20), которые устанавливают четырехгранным хвостовиком в квадратное отверстие в основной наковальне. Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или в землю. Изготовляют шпераки методом ковки из углеродистой стали 45–50 с последующей закалкой рабочей поверхности до твердости HRC 40–47.
К ударному инструменту относятся молотки – ручники, боевые молоты и кувалды (рис. 1.1.21). Ручник – основной инструмент кузнеца, с помощью которого он кует. Про кузнецов, работающих без помощников (молотобойцев), говорили, что они куют «в одну руку», и называли их «однорукими».
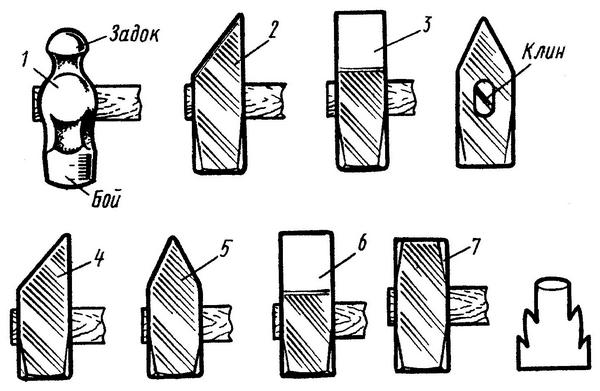
Рис. 1.1.21. Ручники (1–3), боевые молоты (4–6) и кувалда (7): 1 – с круглым задком; 2, 4 – с односторонними клиновыми задками; 3, 5, 6 – с двухсторонними клиновыми задками.
Обычно ручники (п. 1–3) имеют массу 0,5–2 кг, но часто используют и более тяжелые ручники, массой до 4–5 кг. Ручники имеют разнообразные формы головок. Так, для управления процессом ковки при работе с молотобойцами кузнецы применяют ручники с легкой головкой, у которой задок имеет шарообразную форму (п.1). Для ковки изделий применяют ручники с тяжелой головкой с клинообразным продольным (п.3) или поперечным (п. 2) задком. Такая форма головки ручника более универсальна, так как наряду с бойком кузнецы работают и задком, разгоняя металл. Головки ручников изготовляют ковкой из углеродистых и легированных сталей (стали 45, 50, 40Х), рабочие поверхности (бой и задок) термически обрабатывают до твердости HRС 48–52. Рукоятки делают из тонкослойных пород дерева (граба, клена, кизила, березы, рябины, ясеня) длиной 350–600 мм. Рукоятки должны быть гладкими, без трещин, удобно лежать в руке.
Боевые молоты (п. 4–6) – тяжелые (массой 10–12 кг) двуручные. Головки боевых молотов бывают трех типов: с односторонним клиновидным задком (п. 4), с двусторонним продольным (п. 6) или поперечным (п. 5) задком. Нижняя рабочая поверхность головки – бой – предназначена для основной ковки, а верхний клиновидный задок – для разгона металла вдоль или поперек оси заготовки. Для тяжелых работ используются кувалды (п.7), вес которых может достигать 16 кг. Материал головки молота – стали 45, 50, 40Х, У7, твердость боя и задка – HRC 48–52 на глубину 2–3 мм. Рукоятка молота изготовляется из тех же пород дерева, что и ручника, а длина рукоятки подбирается в зависимости от массы головки молота и от роста молотобойца и равна 70–95 см.
Про кузнеца, работающего с одним или двумя молотобойцами, говорят «двурукий» или «трехрукий». Работа с молотобойцами в три руки проводится при сложной ковке крупных изделий.
Все ударные инструменты должны быть максимально надежны, поэтому при работе особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота – всад, куда вставляется рукоятка, должна быть элипсообразной и иметь уклон 1: 10 от середины к боковым граням. Это облегчает всаживание рукоятки и обеспечивает прочное ее закрепление после забивки клина. Практикой установлено, что надежны металлические «заершенные» клинья, которые входят на глубину, равную 2/3 ширины головки молота, а забивать клин следует наклонно к вертикальной оси, что позволяет распирать древесину в двух плоскостях.
На фото 1.1.9 показаны рабочие молотки автора книги, а также способы размещения молотков и другого инструмента кузнеца из г. Себежа Владимира Тюрягина. А на фото 1.1.10 и 1.1.11 приведены изделия и их фрагменты.
При работе боевыми молотами используют три вида удара (рис. 1.1.22): легкие, или локтевые; средние, или плечевые (удар «с плеча»); сильные, или навесные, когда молот описывает в воздухе полный круг. Навесными ударами работают молотобойцы при проковке большой массы металла и при кузнечной сварке массивных частей.
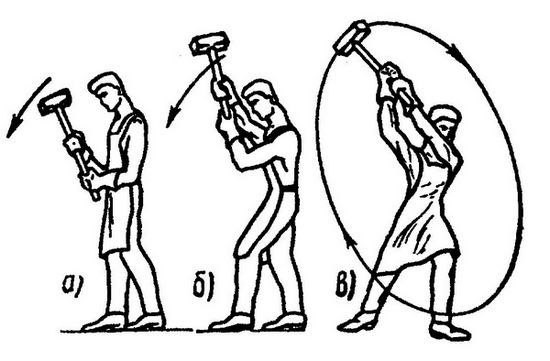
Рис. 1.1.22. Удары молотобойца: а – локтевые; б – плечевые; в – навесные.
Подкладной инструмент разделяется на три группы. Инструменты первой группы устанавливаются под молот или ручник; инструменты второй и третьей групп устанавливаются на наковальню.
Весь подкладной инструмент первой группы, а также «верхники» из третьей группы имеют деревянные рукоятки из дерева, толстой проволоки или троса. Длина рукояток 500–600 мм. Следует отметить, что рукоятки подкладного инструмента забивают во всад головки и не расклинивают. Это делают для того, чтобы вибрация и удары не передавались через рукоятку руке кузнеца. Проволочную рукоятку закручивают вокруг головки в горячем состоянии, а рукоятку из троса вставляют во всад, расклинивают и приваривают электросваркой к головке инструмента.
К первой группе относятся: простые и фасонные кузнечные зубила, пробойники, гладилки и подбойники, раскатки и надавки (рис. 1.1.23).
Зубило кузнечное (рис. 1.1.23 а) предназначено для поперечной (п. 1) и продольной (п. 2) рубки заготовок в горячем или холодном состоянии. Головка зубила состоит из трех основных частей: верхней выпуклой поверхности, по которой наносятся удары молотом, средней части с отверстием – всадом для установки рукоятки и ножа – основной части, которая осуществляет разделение металла. Угол заточки ножа для холодной рубки составляет 45–90°, а для горячей – 15–30°. Для изготовления зубила применяются высокоуглеродистые стали У7, У8, легированные 6ХС и углеродистые стали 45, 50.
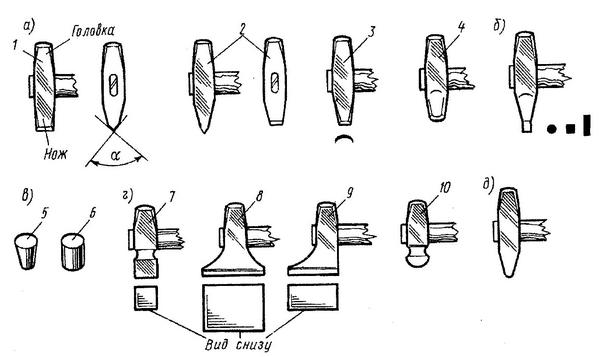
Рис. 1.1.23. Подкладной инструмент первой группы.
По форме ножа зубила разделяются на три вида: с прямым ножом (п. 1, 2), с ножом, имеющим кривизну в горизонтальной плоскости (п. 3), и с ножом, имеющим кривизну в двух плоскостях (п. 4).
Зубила с прямым ножом используют для поперечной и продольной рубки. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки – перпендикулярно к ней.
Односторонняя заточка зубила применяется в том случае, когда требуется получить изделие с прямым торцом, т. е. без уклона, а если допускается уклон или нужно сделать фаску, то применяется зубило с двусторонней заточкой.
Зубила с радиусным ножом применяются для вырубки из листового материала различных радиусных элементов, типа цветов, акантовых листьев и т. п.
Фасонные зубила с двумя радиусами кривизны ножа применяются для вырубки из листовых заготовок криволинейных контуров. В зависимости от размеров изделий и вырубаемых рисунков необходимо применять и различные по размерам зубила. Для нанесения различных орнаментов на изделия методом насечки используются зубила как с острой, так и с притупленной режущей кромкой.
При работе зубилом под заготовку необходимо подкладывать прокладку из железного или медного листа – это предохранит лицо наковальни от повреждения, а лезвие ножа зубила – от затупления. Кроме того, отрубать заготовки можно на специальной незакаленной площадке наковальни, которая располагается в основании конического рога. Следует иметь в виду, что первые и последние удары по зубилу при рубке заготовок должны быть легкими, чтобы при первом ударе зубило врезалось в заготовку, а при последнем отрубаемая часть не отлетела и не поранила кого-либо.
Пробойники (рис. 1.1.23 б) предназначены для пробивания отверстий и выдавливания углублений в поковках и листовых заготовках. Головка пробойника состоит из верхней части, по которой наносится удар молотом, средней части с отверстием – всадом для рукоятки и рабочей части – бородка. В зависимости от формы пробиваемых отверстий выбирают сечение бородка: круглое, овальное, квадратное, прямоугольное или фасонное. Сами бородки делаются конусными, что облегчает извлечение инструмента из заготовки и дает возможность получать отверстия различных размеров. Для различных размеров отверстий применяются разные по размерам сечения пробойники. Пробивка осуществляется следующим образом: заготовку укладывают на наковальню, а пробойник устанавливают над тем местом, где должно быть пробито отверстие, и по нему наносят удар. После этого заготовку переворачивают и удар наносят по тому же месту с противоположной стороны. В результате происходит двухстороннее уплотнение металла в зоне деформации. Последней операцией является выбивание этого уплотненного цилиндрика, который называется «выдрой». В результате такой пробивки отверстие получается без заусенцев и правильной геометрической формы.
Материал пробойников – стали 40, 45, У7, 6ХС, твердость рабочей части HRC 45–50 на длине 3–4 мм, а твердость верхней части головки HRC 40–45 единиц.
Для пробивки отверстий в более толстых кованых заготовках применяются прошивни и специальные пуансоны (рис. 1.1.23 в), которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами. Овальные отверстия в головках молотков или кувалд, как отмечалось выше, имеют двустороннюю конусность, которая образуется при пробивке отверстия с помощью овально-конических прошивней (п. 5). Вначале отверстие продавливают с одной стороны заготовки, а затем ее переворачивают на 180° и прошивают отверстие с другой стороны. Аналогичным образом овально-цилиндрическими прошивнями (п. 6) прошивают овально-цилиндрические отверстия. В головках подкладного инструмента – гладилках, пробойниках, раскатках и т. п. всад делается овально-цилидрическим.
В кузнечной практике для облегчения извлечения прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля, и газы, возникающие при прошивке, способствуют выталкиванию инструмента.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Глава 16 Стеклопакеты
Глава 16 Стеклопакеты Стеклопакет – один из основных элементов остекления современного здания. Данное изделие состоит из двух или более полотен стекол, которые соединяются между собой вдоль всего периметра с помощью металлической рамки (обоймы). Наполнитель
Глава 5. Двери
Глава 5. Двери Двери разделяют на наружные и внутренние. Наружные двери (ведущие на незастекленный балкон или лоджию) защищают дом от неблагоприятных воздействий окружающей среды.Для того чтобы теплый воздух не уходил из помещения на улицу, балконные двери следует
Глава 6. Дизайн
Глава 6. Дизайн После того как лоджия (балкон) утеплена и ремонт закончен, можно перейти к дизайну: выбору мебели, занавесок и т. п. Для того чтобы балкон стал местом отдыха, необходимо тщательно продумать цветовое сочетание всех элементов, которое было бы
Глава 4. Электрика
Глава 4. Электрика Чтобы ванная комната и санузел стали не просто помещениями для гигиенических процедур, но и удобными, комфортными, а главное – безопасными, необходимо знать основные правила обращения с электроприборами.Вода отлично проводит электрический ток, и
Глава 1. Лишний вес
Глава 1. Лишний вес Проблема лишних килограммов «Мы живем не для того, чтобы есть, а едим для того, чтобы жить!» Кто ни слышал этот легендарный лозунг? Скорее всего хотя бы раз в жизни с ним встречался каждый, но мало кто всерьез задумывался о его значении и применении в
Глава 11. Рецепты
Глава 11. Рецепты Ниже приведены рецепты блюд, которые можно приготовить в рамках кремлевской диеты. Выбор блюда полностью зависит от вас.Говядина отварнаяТребуется: 500 г мяса, 0,5 моркови, 1/3 луковицы, корень петрушки, 1/3 корня сельдерея, соль, зелень по вкусу.Приготовление.
Глава 1 Прихожая
Глава 1 Прихожая Если о человеке судят по одежке, то о доме и его хозяине – по прихожей, и это важно учитывать, планируя ремонтные работы. Дело в том, что плохое впечатление от узкой, темной и неустроенной прихожей очень трудно исправить даже самым изысканным декором
Глава 3 Спальня
Глава 3 Спальня В отличие от парадной гостиной, призванной продемонстрировать социальный статус владельца жилья, спальня – место камерное, интимное, где любой человек расслабляется и отдыхает после трудовых будней. Именно поэтому дизайнеры и психологи рекомендуют не
Сверление в металле
Сверление в металле Сверление в металле применяется для получения неответственных отверстий невысокой степени точности и невысокого класса шероховатости, например, под крепежные болты, заклепки, шпильки и т. д., а также для получения отверстий под нарезание резьбы,
Глава 8–1. Столы
Глава 8–1. Столы Столы (рис. 30) разделяют, в зависимости от назначения, на:• журнальные;• обеденные;• рабочие и т. д.Размеры журнальных столиков следующие: высота 500–650 мм, ширина 350–600 мм и длина 400-1000 мм. Рис. 30. Изготовление плетеных столов современной конструкции
Глава 8–3. Стулья
Глава 8–3. Стулья Стулья. Стулья плетеные изготавливают, как и кресла, из ивовых палок толщиной в комлевом срезе от 15 до 20 мм и прутьев однолетнего возраста в основном толщиной в комлевом срезе до 10. Сырье используют в виде круглого материала и строганых лент.Каркас стула
Глава 8–4. Табуреты
Глава 8–4. Табуреты Табуреты бывают на трех, четырех, шести и восьми ножках; жесткие и полумягкие, с проножками и без них.Для изготовления табурета (рис. 60–62) необходимо иметь мебельную палку толщиной 20–30 мм и ивовый прут 4—10 мм, пластины и ленты.Основные размеры табурета