Соединение неметаллических труб
Соединение неметаллических труб
Общие сведения о пластмассовых трубах. В системах внутренней канализации и водостоков различного назначения применяют трубы и фасонные части, изготовленные из полиэтилена плотности ПЕЛ и низкой плотности (ПИП), полипропилена (ПП) и непластифицировааного поливинилхлорида (ПВХ).
Пластмассовые трубы и фасонные части имеют высокую коррозионную стойкость и низкую теплопроводность, что значительно снижает образование конденсата на поверхности труб. Внутренняя поверхность у них гладкая, благодаря чему пропускная способность пластмассовых труб больше, чем у чугунных труб таких же диаметров. Они являются хорошими диэлектриками, что исключает появление блуждающих токов в системах из таких труб.
Пластмассовые трубы хорошо поддаются механической обработке (резанию, сверлению, формовке), легко соединяются в раструб с резиновым уплотнительным кольцом, а также хорошо свариваются.
Наряду с перечисленными преимуществами пластмассовые трубы обладают следующими недостатками: большой чувствительностью к механическим повреждениям; значительным тепловым удлинением – например, коэффициент линейного расширения твердого ПВХ в семь, а полиэтилена в 10–15 раз больше, чем у стали; хрупкостью при низких температурах (трубы из ПВХ), поэтому монтаж систем из этих труб следует производить при температуре наружного воздуха не ниже -15 °C.
Канализационные пластмассовые трубы и фасонные части к ним выпускают с условными проходами 40, 50, 85 и 100 мм и длиной 3, 6, 8,10 и 12 м. Поверхность труб и фасонных частей должна быть ровной и гладкой, не допускаются трещины, пузыри, раковины, вздутия и посторонние включения, видимые без применения увеличительных приборов. Высота выступов после удаления литников равна не более 1 мм. Концы труб должны быть обрезаны перпендикулярно оси труб и очищены от заусенцев.
При монтаже пластмассовых труб используют раструбные, сварные и клеевые соединения. Чтобы раструбные соединения были герметичными, применяют резиновые уплотнительные кольца, поверхность которых должна быть ровной, гладкой, без раковин и заусенцев.
Соединение пластмассовых труб. Основной способ соединения пластмассовых труб и фасонных частей для систем внутренней канализации – раструбное соединение с резиновым уплотнительным кольцом. Герметичность раструба достигается за счет сжатия резинового кольца между стенками раструба и гладким концом трубы.
Раструбное соединение пластмассовых труб с резиновым уплотнительным кольцом собирают в такой последовательности. Очищают от грязи наружную поверхность трубы, внутреннюю поверхность раструба и желобок, а также резиновое кольцо. Затем вкладывают резиновое кольцо в желобок раструба, после чего гладкий конец трубы с фаской смазывают глицерином или мыльным раствором и легким вращением вводят его в раструб до метки. Когда раструбное соединение будет закончено, проверяют наличие кольца в желобке, поворачивая одну из соединяемых деталей вокруг другой. Если кольцо находится в желобке, то деталь легко поворачивается.
Присоединение выпуска керамического унитаза к канализационному трубопроводу из полиэтиленовых труб показано на рис. 22. В этом случае герметичность стыка достигается уплотнением резиновыми кольцами с последующей заделкой цементным раствором на глубину 1/3 раструба.
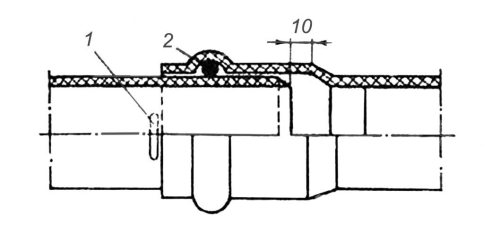
Рис. 22. Раструбное соединение с резиновым кольцом: 1 – метка; 2 – резиновое кольцо
Пластмассовые сифоны присоединяют к системе канализации с помощью резиновой переходной детали, вставляемой в раструб трубы из ПВХ (рис. 23).
Канализационные стояки из пластмассовых труб 3 соединяют с чугунными трубами с помощью полиэтиленового переходного патрубка, на конце которого имеется раструб с желобком, обеспечивающий плотное соединение с пластмассовой трубой (рис. 24).
Соединение на клею. Для склеивания поливинилхлоридных труб применяют раструбное соединение. Процесс склеивания состоит из подготовки концов труб, приготовления клея и склеивания.
При подготовке концов труб склеиваемым поверхностям придают шероховатость, для чего наружный конец трубы и внутреннюю поверхность раструба обрабатывают шлифовальной шкуркой.
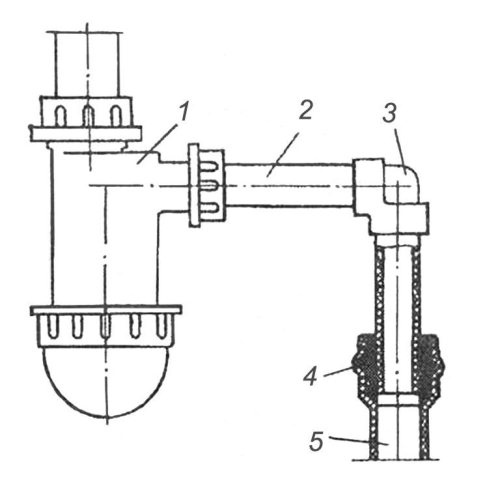
Рис. 23. Присоединение полиэтиленового бутылочного сифона к канализационному водопроводу:
1 – полиэтиленовый бутылочный сифон;
2 – канализационный водопровод; 3 – угольник;
4 – резиновая переходная деталь;
5 – отводная труба
Обработанные концы тщательно обезжиривают метиленхлоридом.
Для склеивания труб из ПВХ рекомендуются два состава клея. Первый состав содержит перхлорвиниловую смолу 14–16 ч. и метиленхлорид 86–84 вес. ч. Второй состав содержит перхлорвиниловую смолу 14–16 ч., метиленхлорид 76–72 ч., циклогексанон 10–12 ч. Второй состав клея используют при склеивании труб диаметром более 100 мм и температуре наружного воздуха более 20 °C. Для склеивания одного соединения труб диаметром 50 или 100 мм требуется соответственно 12 и 50 г клея. Из-за летучести растворителей консистенция клея постепенно изменяется, поэтому в открытом сосуде клей можно хранить не более 4 ч.
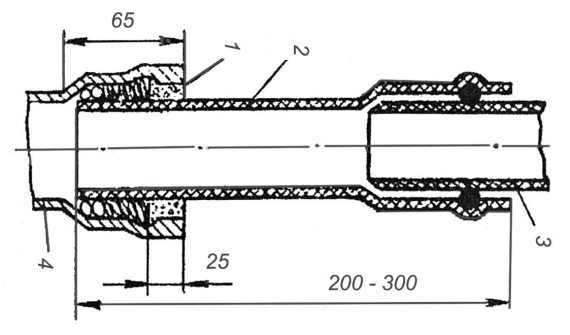
Рис. 24. Присоединение труб из ПВХ к чугунным канализационным трубам:
1 – просмоленная прядь и расширяющийся цемент;
2 – полиэтиленовый переходный патрубок;
3 – труба из ПВХ; 4 – чугунная труба
После подготовки концов труб клей наносят на 1/3 глубины раструба и на всю длину калиброванного конца трубы. Клей наносят быстро, равномерным тонким слоем с помощью мягких кистей шириной 30–40 мм. Затем калиброванный конец вводят в раструб до упора. Склеенные стыки в течение
5 минут не должны подвергаться механическим воздействиям, а склеенные узлы следует выдерживать перед монтажом не менее 2 ч.
Сварка пластмассовых труб. Стыковые соединения на трубах из ПЕЛ, ЛИП и 1111 выполняют контактной сваркой. Перед сваркой свариваемые поверхности торцов труб очищают от грязи и окисной пленки.
Для соединения полиэтиленовых труб диаметром 100–250 мм на сварке применяют универсальную установку. При сварке стыкового соединения торцы труб оплавляют электронагревательным диском, после чего диск убирают, а оплавленные поверхности труб под небольшим давлением соединяют. Промежуток времени между окончанием нагревания и соединением оплавленных торцов труб должен быть в пределах 2–3 с.
Сварку выполняют в такой последовательности. На конце свариваемой трубы снимают наружную фаску под углом 30–45 ° на длине, равной толщине стенки трубы. Затем устанавливают раструб фасонной части в цилиндре до упора и трубу в кольцо до упора в диск. После оплавления одновременно снимают детали с рабочих элементов, после чего плотно соединяют и выдерживают в течение 10–30 с.
Пластмассовые трубы перерезают на станках с дисковыми пилами толщиной 1,5–2 мм, с шагом зубьев 3–4 мм и разводкой зубьев 0,5–0,6 мм на сторону. В домашних условиях отрезать трубы нужной длины можно ножовкой.
Фаски на трубах снимают механизированными и ручными приспособлениями, в которых режущим инструментом служат специальные фрезы, резцовые головки с несколькими ножами или резцами.
Для образования раструба или бурта конец трубы нагревают в ванне с глицерином. Температура глицерина в ванне равна для труб из ПВП и ПВХ – 135±5 °C, из ЛИП – 105±5 °C, из ПП – 165±5 °C.
Пластмассовую трубу опускают в ванну с нагретым глицерином и выдерживают в ней в течение нескольких секунд в зависимости от толщины стенки трубы.
При формовании обычных раструбов длина нагреваемого участка пластмассовых труб диаметром 50 мм составляет 45 мм, диаметром 100 мм – 80 мм, при формовании компенсирующего раструба соответственно 80 и 145 мм.
Гнутые детали из пластмассовых труб (отводы, утки, скобы, компенсаторы) изготовляют на трубогибочных станках методом гнутья в размягченном состояния.
Трубы без наполнителя можно гнуть, если отношение толщины стенки трубы к ее наружному диаметру не менее 0,06 при радиусе изгибания по оси трубы, равном или более 3,5–4 наружных диаметров трубы. Температура жидкости в нагревательной ванне для гнутья должна быть для труб из ПНП – 135 °C, из ПВП – 150 °C, из ПП – 185 °C, из ПВХ – 160 °C. Диаметр гибочного шаблона равен номинальному наружному диаметру изгибаемой трубы. Зазор между откатывающим роликом и трубой не должен превышать 10 % размера наружного диаметра. При угле изгиба 90 ° трубы следует перегибать на 6 ° для ПНП и на 10 ° для ПВП и ПП. Согнутые трубы в фиксированном положении охлаждают водой до температуры 28–30 °C.
При гнутье труб с наполнителем используют резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Собранные узлы трубопроводов испытывают гидравлическим давлением: безнапорные трубопроводы – давлением 0,02 МПа, напорные трубопроводы – в 1,5 раза большим максимального давления, но не менее 0,2 МПа.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Соединение деталей
Соединение деталей Об основных способах соединения деревянных деталей было рассказано в разделе «Древесина», поэтому ниже будут рассмотрены лишь некоторые из них.Наиболее часто при скреплении деталей плетеной мебели применяется соединение на косой срез (рис. 77). Место
Соединение труб
Соединение труб По завершении нарезки резьбы, изгибания труб и раскладывания их в необходимом порядке по пути трубопровода, подготовки в достаточном количестве переходных элементов (сгонов, муфт, уголков, тройников и крестовин), закрепления при необходимости в стенах
Соединение стальных труб
Соединение стальных труб Наиболее часто для сооружения различных трубопроводов используют стальные трубы. Соединение отдельных отрезков стальных труб можно производить на резьбе с помощью фитингов, на фланцах или сваркой.Наиболее приемлемый для домашних условий
Соединение чугунных раструбных труб
Соединение чугунных раструбных труб Чугунные трубы применяются не только для прокладки системы канализации, но и для сооружения наружной сети водопровода. Трубы отливают из серого чугуна. Металл труб на изломе должен быть однородно-мелкозернистым, плотным и легко
Соединение пластмассовых труб
Соединение пластмассовых труб При сооружении канализационных трубопроводов очень часто используют трубы из пластмассы: полиэтилена (ЛИП), полипропилена (ПП) или непластифицированного поливинилхлорида (ПВХ).При отборе пластмассовых труб (и фасонных частей к ним) для
Соединение керамических труб
Соединение керамических труб В некоторых случаях для сооружения наружных сетей канализации и водопровода используются керамические раструбные трубы (а также бетонные и асбестоцементные, правда, значительно реже). Раструбные соединения таких труб следует производить
Ремонт и соединение проводов
Ремонт и соединение проводов Если включенный в сеть прибор не работает, несмотря на то, что в розетке есть ток (включение вилки вызывает свечение лампы), и если, кроме того, известно, что сам прибор (лампа, электроутюг и т. п.) находится в полном порядке, то это значит, что в
Соединение деталей
Соединение деталей Одной из наиболее ответственных, сложных и трудоемких операций при изготовлении различных изделий является соединение деталей. Обработав заготовки из древесины, вы получите готовые детали, из которых по своему замыслу будете затем изготавливать
Соединение стальных труб
Соединение стальных труб Сеть трубопроводов, по которой под определенным давлением перемещаются вода, пар или газ, состоит из отдельных соединенных между собой участков стальных труб. Трубопровод на всем протяжении, в том числе в местах соединений, должен быть прочным,
Соединение чугунных раструбных труб
Соединение чугунных раструбных труб Общие сведения. Чугунные трубы применяют для наружной сети водопровода, внутренней сети канализации и водостоков. Первые называются водопроводными, вторые – канализационными трубами.Водопроводные и канализационные трубы и
Комбинированное соединение
Комбинированное соединение Оно включает соединение впритык и обхват хомутиком из ивовой пластины. Сначала выполняют соединение впритык на гвоздях, а потом обхват заготовленной пластиной. Концы пластины крепят гвоздями и обвивают ивовой