Модульные полки с отделкой «под орех»
Модульные полки с отделкой «под орех»
Этим простым в изготовлении полкам найдется применение в гостиной, спальне или любой другой комнате – везде, где требуется гибкость в организации мест хранения.
Перед вами проект, который одинаково просто изготовить и приспособить под свои нужды. Переставные полки по вашему выбору могут быть установлены на любом из пяти разных уровней. Один модуль, в котором установлены только две полки на верхних уровнях, представляет собой отличное рабочее место, за которым удобно расположиться с ноутбуком. Пара-тройка одинаковых модулей может быть составлена вертикально, образуя высокий стеллаж. Это позволит организовать на небольшой площади больше пространства для хранения или экспонирования. Комплект полок, поставленных рядом, образует модульную стойку, которая может служить, например, для размещения домашнего медиацентра. Когда ваши потребности изменятся, достаточно расставить комплект по-другому, и вы получите новое индивидуальное решение. Создайте свою индивидуальную компоновку, изготовив нужное количество модулей и скорректировав под свои потребности число полок и их размещение в модулях.
Указанное в статье количество деталей соответствует одному модулю с тремя полками (рис. 37, а). Ширина такого модуля равна 806 мм, высота – 933 мм, глубина – 387 мм. Вы можете изменить количество полок и модулей по своему усмотрению. Удобен этот проект и в изготовлении, поскольку содержит много однотипных деталей, которые можно выпилить с одними и теми же установками инструментов.
Начните работу с перекладин. Выпилите четыре заготовки размерами 19 ? 165 ? 305 мм для перекладин [1]. Зажав в цангу закрепленного в столе фрезера фрезу для выборки фальцев шириной 6 мм, отфрезеруйте на обоих концах каждой заготовки фальцы 6 ? 6 мм, сформировав короткие шипы-гребни толщиной 6 мм. Не изменяйте настройки фрезера, так как они вновь потребуются на следующем этапе. А пока распилите заготовки вдоль для получения десяти перекладин шириной 51 мм.
Подготовьте заготовку размером 19 ? 114 ? 711 мм для нижних [2], средних [3] и верхних [4] проставок (рис. 37, б). Используя те же настройки фрезера, отфрезеруйте с обеих сторон заготовки фальцы, чтобы сформировать гребень вдоль каждой кромки заготовки с обеих сторон. Затем отпилите от каждого края полоску шириной 13 мм. Снова сформируйте гребни на кромках заготовки и повторяйте описанные действия, пока не получите шесть полосок шириной 13 мм. Окончательно отшлифуйте эти заготовки наждачной бумагой зернистостью до 220 единиц.
Настройки фрезера не меняйте – они понадобятся далее.
Из полученных заготовок выпилите нижние [2] и средние [3] проставки указанной на рис. 37, б длины. Временно отложите проставки и неиспользованные заготовки в сторону. Верхние проставки [4] будут выпилены из оставшихся заготовок позже.
Выпиливать тонкие полоски, пропуская их между пильным диском и продольным (параллельным) упором, – значит быть готовым к неприятностям вроде отброшенной назад заготовки. Поэтому отпиливайте полоски от широкой доски так, чтобы выпиленная деталь свободно отходила в сторону от пильного диска. Вначале сделайте на столе станка отметку на расстоянии 13 мм от внешнего края пильного диска. Продлите эту линию так, чтобы она начиналась перед пильным диском. Совместите край гребня с этой отметкой, придвиньте продольный упор к противоположной кромке заготовки и сделайте распил. Чтобы выпилить следующую полоску, передвиньте параллельный упор.
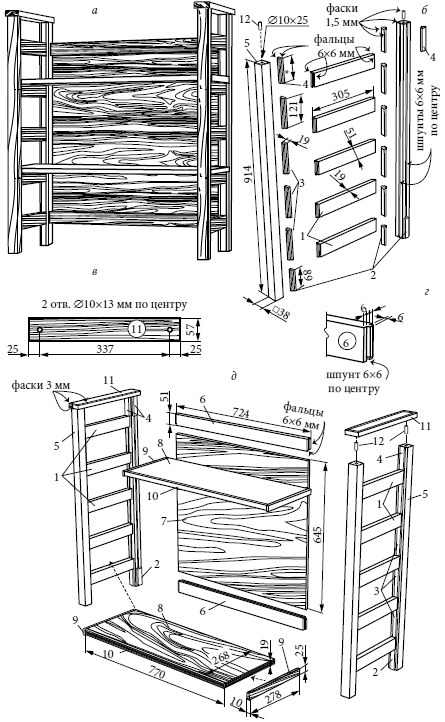
Рис. 37. Модульные полки:
а – общий вид одного модуля; б – боковина (показана внутренняя сторона левой боковины; правая боковина является зеркальной копией; размер «*» означает, что длину проставки следует подогнать по месту); в – перемычка (вид снизу); г – шипы задних перекладин; д – детальный вид модуля;
1 – перекладины; 2 – нижние проставки; 3 – средние проставки; 4 – верхние проставки; 5 – стойки; 6 – задние перекладины; 7 – задняя стенка; 8 – панели полок; 9 – передние кромочные накладки; 10 – боковые кромочные накладки; 11 – перемычки; 12 – шканты ?10 мм
Настала очередь стоек. Если вам не удалось приобрести тополевые доски толщиной 38 мм, вы можете склеить заготовки для стоек из двух досок стандартной толщины 19 мм. Выпилите стойки [5] по указанным в «Списке деталей и материалов» размерам. Дополнительно выпилите еще один брусок того же сечения длиной не менее 305 мм – он нужен для настройки пильного станка.
Теперь выпилите в стойках шпунты (рис. 37, б). Несмотря на кажущуюся сложность этой процедуры при работе с длинной заготовкой, сделать это легко. Причем не нужны кропотливые измерения и скрупулезная разметка. Есть простой способ, гарантирующий идеально точную центровку шпунта на заготовке.
Вначале установите в пильный станок стандартный диск для продольного пиления и расположите продольный упор так, чтобы пропил проходил примерно посередине ширины стойки. Поднимите диск на высоту 6 мм и выпилите шпунт в пробном бруске. Поверните брусок, развернув его концы на 180°, чтобы к продольному упору была обращена противоположная грань, и сделайте второй проход, в результате которого шпунт станет шире.
Проверьте, как вставляются в шпунт гребни проставок [2], [3], воспользовавшись для этого одной из них. Скорректируйте положение продольного упора и повторяйте операцию, пока не добьетесь плотной подгонки деталей.
Обратите внимание, что передние стойки имеют только один шпунт, а задние – два шпунта, расположенные на смежных гранях. Окончательно отшлифуйте перекладины и стойки наждачной бумагой зернистостью до 220 единиц.
Прежде чем переходить к следующему этапу, разложите стойки на верстаке, учитывая их окончательное положение. Пометьте верхние торцы, а на задних стойках также отметьте положение шпунтов, в которые нужно будет вставить перекладины, как указано на рис. 37, б.
Возьмите перекладину [1], нижнюю проставку [2], четыре средние проставки [3], заготовку для верхних проставок [4] и одну стойку [5]. Вклейте нижнюю проставку в шпунт стойки, выровняв их торцы. Зафиксируйте проставку скотчем. Установите на место перекладину (без клея), прижав ее к нижней проставке, а затем приклейте и зафиксируйте скотчем центральную проставку, прижав ее к перекладине. Извлеките перекладину и таким же образом установите три оставшиеся средние проставки, двигаясь вверх по стойке. Скотч здесь нужен, чтобы удерживать проставки, пока не высохнет клей. Поэтому устанавливайте и извлекайте перекладину аккуратно, не сдвигая проставки.
Когда все средние проставки будут приклеены, поставьте перекладину в ее последнее положение и примерьте верхнюю проставку. Опилите последнюю до окончательной длины так, чтобы ее верхний торец был расположен вровень с верхним торцом стойки. Проделайте эту операцию с остальными стойками и убедитесь, что задние стойки являются зеркальными копиями друг друга. Выпилите еще две верхние проставки длиной, указанной в «Списке материалов», и временно отложите их в сторону. Дайте клею высохнуть не менее часа, прежде чем снимать скотч.
Вклейте перекладины между собранными передней и задней стойками, как показано на рис. 37, б, и зафиксируйте их струбцинами. Просверлите отверстия диаметром 10 мм и глубиной 25 мм в верхнем и нижнем торцах каждой стойки точно по центру. После этого наждачной бумагой № 220 отшлифуйте на верхних и нижних концах стоек, включая верхние [4] и нижние [2] разделители, фаски шириной 1,5 мм.
Чтобы не высверлить лишнего при изготовлении глухих отверстий, сделайте флажок из цветного скотча или изоленты, обозначающий глубину отверстия. Для этого просто намотайте клейкую полоску на сверло так, чтобы ее нижний край располагался на нужном расстоянии от кончика сверла.
Выпилите заготовку размером 19 ? 108 ? 724 мм для задних перекладин [6]. Фальцевой фрезой сформируйте на обоих концах заготовки короткие шипы-гребни, используя прежние настройки фрезера (рис. 37, г). С помощью пильного станка выпилите из заготовки задние перекладины (рис. 37, д). Затем, действуя так же, как при выпиливании шпунтов в стойках, выберите в одной из граней каждой задней перекладины шпунт шириной 6 мм для установки фанерной задней стенки [7].
Возьмите две верхние [4] и две нижние [2] проставки и вклейте их в задние стойки [5] вровень с торцами. Зафиксируйте проставки скотчем и дайте клею высохнуть.
Соедините насухо собранные боковины с задними перекладинами [6], прижав перекладины к проставкам. Измерьте расстояния между задними перекладинами и задними стойками.
Прибавьте к каждому из них по 10 мм и выпилите по этим размерам заднюю стенку [7]. Обратите внимание, что направление волокон фанеры при установке стенки в модуль должно быть горизонтальным. Окончательно отшлифуйте задние перекладины и заднюю стенку наждачной бумагой № 220.
Приклейте обе задние перекладины [6] к одной из боковин. Нанесите клей в шпунты задних перекладин и боковины и установите на место заднюю стенку. При этом смазывайте клеем только верхние две трети длины шпунтов в задних перекладинах. Клей сам распределится в нижней части шпунтов при установке задней стенки.
Приклейте к задним перекладинам и задней стенке вторую боковину, собрав П-образный в плане узел. Вставьте между передними стойками распорку и зафиксируйте ее с помощью струбцины. Убедитесь в прямоугольности собранного модуля, измерив диагонали спереди и сверху.
Воедино всю конструкцию соединяют полки. Из фанеры толщиной 19 мм выпилите три панели полок [8] размерами 268 ? 775 мм (до окончательной длины они будут опилены позже). Выпилите передние кромочные накладки [9] длиной, соответствующей длине каждой полки, и приклейте их к панелям (рис. 37, д). Измерьте расстояние от внешнего края одной из перекладин [1] до внешнего края перекладины с противоположной стороны модуля и прибавьте к нему 1,5 мм. Опилите оба конца полки, укоротив ее до этой длины. При этом концы кромочных накладок сровняются с торцами полки.
Выпилите боковые кромочные накладки [10] и приклейте их к торцам полок, расположив вровень с верхним краем полки и ее передней кромкой. После просушки выровняйте любые имеющиеся перепады высоты между панелями и кромочными накладками, используя шлифовальную колодку с наждачной бумагой зернистостью 150 единиц.
Зажмите в цангу фрезера кромочную фрезу для снятия фасок под углом 45° и сделайте на верхних ребрах кромочных накладок фаски шириной 3 мм. Не меняйте настройки фрезера. Окончательно отшлифуйте полки и их кромочные накладки, используя наждачную бумагу зернистостью 220 единиц.
Выпилите две перемычки [11] и просверлите с нижней стороны каждой перемычки отверстия диаметром 10 мм и глубиной 13 мм, как показано на рис. 37, в. Затем, используя прежние настройки кромочной фрезы, отфрезеруйте на верхних ребрах перемычек фаску шириной 3 мм, начав обработку с торцов. Окончательно отшлифуйте перемычки наждачной бумагой зернистостью до 220 единиц.
Возьмите четыре шканта диаметром 10 и длиной 35 мм и вставьте их в отверстия на торцах стоек. Убедитесь, что перемычки надеваются на шканты и плотно прилегают к торцам стоек. Но шканты в отверстия не вклеивайте – это даст возможность в дальнейшем изменять конфигурацию модулей. Просто наденьте перемычки на шканты насухо. А для того чтобы при необходимости поставить модули один на другой, выпилите соединительные шканты длиной 51 мм.
Дополнительно отшлифуйте все детали, которые в этом нуждаются, наждачной бумагой № 220, а затем нанесите отделку.
Чтобы придать вашим тополевым полкам вид ореховых, можно использовать оригинальный метод имитации ореха с помощью красителя для ткани. Дело в том, что тополь, обработанный обычной морилкой, выглядит пятнистым и не обладает богатым внешним видом, свойственным настоящему ореху. Грунтовочный слой недорогого красителя для ткани поможет решить эту проблему. Вначале увлажните поверхность древесины с помощью губки или ткани. Слегка отшлифуйте поверхность наждачной бумагой № 220, чтобы удалить поднявшийся ворс. Растворите один пакетик темно-коричневого красителя для тканей, следуя указаниям на упаковке. Поролоновым тампоном нанесите на все детали равномерный слой раствора красителя. Окрашенная древесина может иметь пурпурный оттенок, однако цвет изменится после обработки морилкой. Дайте красителю полностью высохнуть, по крайней мере в течение ночи. Затем нанесите морилку и дайте ей хорошо просохнуть. Наконец покройте поверхность двумя слоями полиуретанового покрытия, наносимого тампоном, слегка отшлифовав поверхность между слоями с помощью абразивной губки или пемзы зернистостью 320 единиц.
Таблица 16
Список материалов и деталей (для одного модуля)
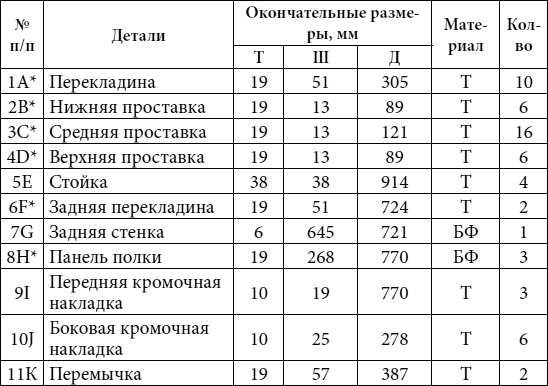
Примечание: звездочкой обозначены заготовки деталей, которые выпиливают с припуском.
Обозначения материалов: Т – тополь; БФ – березовая фанера.
Дополнительно: шканты диаметром 10 мм; морилка «темный орех», темно-коричневый краситель для тканей.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Ящики, полки и другие выдвижные конструкции
Ящики, полки и другие выдвижные конструкции В столярно-мебельных изделиях выдвижные ящики, полуящики и полки служат для хранения различных вещей. Изготавливают их из древесины, древесных материалов или пластмасс.По конструкции ящики, полуящики и полки, изготовляемые из
Шкафчик, полки
Шкафчик, полки Современные специализированные магазины предлагают широкий выбор мебельных гарнитуров для ванных комнат и санузлов. Основа их составляет шкафчик и полки для банных принадлежностей, где, кроме того, хранят и стиральные порошки, мыло, чистящие,
Полки на роликах
Полки на роликах Обычно сооружение, имеющее полки, будь то стеллаж или секционный шкаф, устанавливается вдоль стены или ставится поперек ее. Однако почему не сделать такой секционный шкаф в форме башни? Ведь такой предмет мебели можно разместить в любом месте помещения.
Самодельные полки в стандартной кухне
Самодельные полки в стандартной кухне Если на вашей кухне имеется встроенная мебель, то это значит, что эту мебель достаточно трудно переоборудовать и дополнить. На рис. 27 мы представляем один из вариантов такого переоборудования. На встроенном шкафу по обе стороны окна
Полки у батареи центрального отопления
Полки у батареи центрального отопления В данном разделе мы обратим ваше внимание на обычную батарею парового отопления. Ее чугунные массивные секции явно не являются украшением комнаты. Естественно, что и переместить батарею по нашему желанию мы не можем. Тем не менее, в
Полки и стеллажи
Полки и стеллажи
Парящие полки
Парящие полки Эти простые в изготовлении полки с расставленными на них мелкими предметами убранства, несомненно, украсят даже самые однообразные стены (рис. 35). Увидев их, ваши знакомые непременно зададут два вопроса: «Как они крепятся?» и «Не сделать ли и нам такую
Полки от пола до потолка
Полки от пола до потолка Сплошные, от пола до потолка, полки прочнее и экономичнее (с точки зрения рационального использования пространства), чем отдельно стоящие книжные шкафы. Вписанные в окружающее пространство, такие полки превращают обычную комнату в уютный рабочий
Подставки и полки в теплице
Подставки и полки в теплице Растения в горшках в теплице нужно размещать на скамьях и полках, чтобы к ним не приходилось постоянно наклоняться. И скамья, и полка выполняют одну и ту же функцию, только полка закреплена постоянно, а скамью можно переносить с места на место