Глава 3 Художественная отделка кованых изделий
Глава 3
Художественная отделка кованых изделий

Отделка художественных изделий – завершающая операция, которая придает изделию законченный, товарный вид. Существует большое количество способов отделки. Рассмотрим вначале механические способы отделки готовых изделий. К ним относятся крацевание, шлифование, полирование и др.
Крацевание – обработка изделия металлической щеткой. Для стальных изделий применяются щетки с диаметром стальных проволочек 0,15–0,2 мм, для мягких металлов – 0,1–0,2 мм. Изделия из драгоценных металлов крацуют щетками с латунной проволокой диаметром 0,1 мм. При крацевании изделие можно смачивать слабым раствором поташа (до 3 %), а также пивом или квасом. Для повышения производительности крацевание можно проводить круговыми щетками, закрепив их в патроне ручной дрели.
Шлифование – отделка поверхности путем обработки ее шлифовальными шкурками или абразивными порошками. Для ускорения процесса шлифования можно также применять ручную дрель с приспособлением для закрепления войлочных кругов, на которые столярным клеем наклеивают абразивный материал – корунд, наждак и т. п., а когда он сработается, остатки его удаляют и затем наклеивают новый слой.
Полирование – обработка поверхности до зеркального блеска. Небольшие поверхности полируют кожей, суконными тряпочками, фетровыми или деревянными предметами прямоугольной, круглой или плоской формы, с нанесенными на них мелким абразивным материалом или полировальной пастой. К твердым абразивным материалам относятся корунд, наждак, карбиды кремния и бора, синтетический алмаз разной зернистости. К полировальным пастам относят пасты ГОИ и алмазные пасты, которые также разделяются по зернистости.
Грубая паста ГОИ имеет светло-зеленый цвет, и после шлифования ею получается матовая поверхность. Средняя (зеленого цвета) – дает чистую поверхность без штрихов, а тонкая (черного цвета с зеленым оттенком) – придает изделию зеркальный блеск.
Алмазные пасты делятся на четыре группы: крупная (красный цвет), средняя (зеленый), мелкая (голубой) и тонкая (желтый).
При полировании мелких изделий из цветных и драгоценных металлов пользуются специальными полировальниками с рабочей частью из твердого материала – гематита (кровавика), которая укрепляется в медной оправке и соединяется с деревянной ручкой. Этим полировальником с усилием водят по полируемой поверхности и сглаживают неровности. При этом поверхность смачивается раствором соды, мыльной водой или пивом.
Для полирования внутренних поверхностей применяют фетровые насадки в виде шариков и конусных валиков, а труднодоступные места полируют натянутыми нитями, на которые наносится слой пасты. Ускорить процесс полирования можно, используя фетровые или хлопчатобумажные круги и различные шарики и стержни, укрепленные на шпинделе ручной или электрической дрели или бормашинки.
Химические способы декоративной отделки поверхности состоят в нанесении различных декоративных пленок путем нагрева или обработки изделия различными химическими растворами.
Эти покрытия в ряде случаев выполняют не только декоративные, но и антикоррозийные функции. Для нанесения покрытий изделие тщательно очищают от окалины. Если имеется пескоструйная установка, то снять окалину с изделия дело нетрудное. При отсутствии такой установки поверхность чистят проволочной щеткой, а также молотой пемзой с водой. После просушки деталь готова к дальнейшей обработке.
Оксидирование – покрытие изделия оксидной пленкой при нагреве. В зависимости от температуры нагрева (можно нагревать паяльной лампой) получаются различные цвета побежалости (см. Приложение табл. 5). После того как вся поверхность приобретет одинаковый цвет, ее покрывают слоем пчелиного воска (наващивают), а затем тщательно растирают и полируют.
Воронение – покрытие очищенной поверхности изделия различными маслами (льняным, конопляным) и кислотами с последующим медленным прогреванием изделия на огне.
В зависимости от сорта масла, кислоты и степени нагрева поверхность приобретает черный, темно-синий, фиолетовый и другие цвета. Если изделие будет находиться в помещении, то его целесообразно навощить (покрыть слоем воска) и отполировать; а если на улице, то покрыть цапонлаком или масляным лаком для наружных работ, в который добавлено 20 % воска для устранения блеска. Для получения черно-коричневого цвета очищенное изделие покрывают натуральной олифой (или другим растительным маслом) и нагревают до температуры 300–400 °C. Серые тона (светлые и темные) можно получить, если изделие обработать слабым раствором азотной кислоты (1 часть кислоты на 10 частей воды). Синий и синевато-черные тона получаются при погружении изделия в кипящий раствор следующего состава: 700 г каустической соды (едкого натра), 250 г нитрида натрия и 200 г нитрата натрия (натриевой селитры) на 1 л воды. При погружении в расплавленную натриевую селитру (t = 310?350 °C) на 3–5 мин получают прочную пленку синеватого цвета.
Окрашивание изделий из меди и латуни. Медные кованые вещи можно окрасить в черный цвет, опустив их в раствор, содержащий 12–15 г серной печени (спекшейся смеси порошковой серы с поташем) и 15 г аммиака на 1л воды. Приготовить серную печень можно так: смешать поташ и серу в соотношении 2:1, расплавить на сковороде при постоянном помешивании в течение 20 мин (лучше на электроплитке), вылить на чугунную или керамическую дощечку, дать остыть и затем растолочь. Хранить в стеклянной банке с притертой пробкой.
Цвет меди от красно-бурого до темно-бурого получают в водном растворе серной печени. При этом чем слабее раствор, тем светлее окраска. Изделия обрабатывают приготовленными растворами, сушат и зачищают латунной щеткой.
Цвет старой меди получают путем смачивания изделия в растворе для чернения, а затем чистят порошком пемзы до желаемого цвета.
Цвет медной зелени получают, обрабатывая поверхность раствором 120 г тиосульфата натрия и 40 г уксуснокислого свинца на 1 л воды. Раствор нагревают до 60 °C и наблюдают за изменением цвета. В зависимости от времени выдержки получают оттенки от зелено-голубого до серовато-белого.
Коричневый цвет различных тонов можно получить при погружении (или покрытии) нагретого изделия в раствор сернистого аммония (20–25 г сернистого аммония на 1 л воды). В зависимости от температуры предварительного нагрева изделия изменяется тон цвета. Чем температура выше, тем тон темнее.
Темно-бурый цвет поверхности изделия получают в растворе 30 г сульфата меди, 15 г хлората калия и 10 г перманганата калия на 15 л воды. Раствор нагревают до 100 °C и погруженное изделие слегка трут тампоном.
Цвета от желто-оранжевого до синего можно получить, обработав изделия из латуни в смеси растворов: 130 г гипосульфата натрия на 1 л воды (первый раствор) и 35 г азотнокислого свинца на 1 л горячей воды (второй раствор). Затем оба раствора сливаются вместе.
Протравленный в азотной кислоте и промытый в воде предмет погружают в нагретую до 80 °C смесь растворов. При получении желаемого цвета изделие быстро вынимают из раствора, промывают, просушивают и покрывают бесцветным лаком для закрепления полученной цветной пленки.
Серые и черные цвета получаются при наложении (щеткой или кистью) хлористой сурьмы на готовое изделие. В зависимости от концентрации раствора и времени обработки достигают различных тонов черного цвета. Получив нужный тон, изделие промывают и просушивают.
Более простой способ обработки изделий из меди и латуни – травление поверхности крепкой азотной кислотой. При этом способе необходимо соблюдать особую осторожность и обрабатывать поверхность в хорошо проветриваемом помещении или на улице. На подготовленную поверхность наносят при помощи стержня с ватным тампоном крепкую (или разведенную водой) азотную кислоту, после чего начинается бурная реакция с выделением газов и поверхность постепенно зеленеет, а потом чернеет. Для получения темных тонов изделие (после прекращения реакции) нагревают и процесс повторяют. Затем изделие охлаждают, промывают в горячей проточной воде и высушивают, окончательно шлифуют и полируют.
Изделия из алюминия, как и из других цветных металлов, можно обрабатывать просто копотью от керосиновой горелки или от горящей бересты. А затем, протирая тампоном, смоченным в керосине, те места, в которых необходимо понизить плотность потемнения, создают необходимый колорит всего изделия.
Темно-серый цвет алюминия получают при обрабатывании поверхности раствором соляной кислоты с небольшим добавлением раствора медного купороса и серной кислоты (3–5 %). Цвет изделия зависит от концентрации раствора и марки алюминия.
Отделку изделий из серебра под старое серебро проводят раствором серной печени из расчета 10–20 г на 1 л воды.
Реакция протекает быстрее и качественнее, если раствор будет свежим и слегка подогретым, а изделие перед погружением нагрето.
К химическим способам можно еще отнести серебрение и меднение.
Для меднения стальных изделий их опускают в раствор, состоящий из 50 г сернокислого оксида меди и 50 г концентрированной серной кислоты на 1 л воды.
После омеднения предмет споласкивают водой и сушат.
Электрохимические (гальванические) способы отделки состоят в покрытии поверхности одного металла другим в результате его осаждения из растворов солей под действием электрического тока, однако эти способы довольно сложны и используются в основном в промышленности.
К декоративной отделке изделий следует отнести и нанесение рисунков и орнаментов при помощи специальных инструментов.
Гравирование – нанесение на подготовленную поверхность изделия рисунка или рельефа при помощи резцов (штихелей). Существует несколько способов гравирования: плоскостное (двухмерное), гравирование под чернь и обронное (трехмерное).
Гравирование разделяется на ручное стальными гравировальными штихелями и ручное электродрелью.
Наиболее древний способ гравирования – ручное штихелями (рис. 1.3.1 а). Для нанесения различных по размеру и форме линий штихели имеют различные сечения и размеры. Общая длина штихеля составляет 100–130 мм. Штихель вставляют в короткую деревянную ручку грибовидной формы, срезанную с нижней стороны для удобства работы.
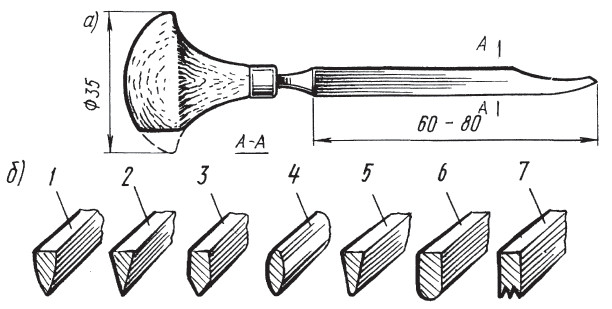
Рис. 1.3.1. Штихель – инструмент гравировщика.
Резцы изготовляют из высококачественных сталей У7, У8. Если необходимо изготовить твердый инструмент, то лучше всего для этого взять высокоуглеродистую или быстрорежущую сталь.
Различают следующие основные типы сечений штихелей (рис. 1.3.1 б).
Шпицштихель – острый резец (п. 1). Его боковые стороны слегка выгнуты наружу, ширина спинки 1–4 мм. Он служит для выполнения большинства граверных операций: оконтуривания рисунка, подрезки углов в шрифтовых работах.
Мессерштихель – ножевой резец (п. 2). В поперечном сечении имеет форму остроугольного треугольника. Им можно наносить тонкие линии большой глубины.
Фасетштихель – фасетный резец (п. 3). У него боковые стенки параллельны, а режущие поверхности встречаются под углом 100°. Ширина спинки 1,5–3 мм. Им можно проводить линии относительно широкие и незначительной глубины.
Юстирштихель – юстировочный резец (п. 4). Его выгнутые боковые стороны на поперечном сечении образуют острый овал.
Флахштихель – плоский резец (п. 5). Спинка и полотно этого резца параллельны; в зависимости от положения боковых сторон спинка может быть шире или уже полотна. Ширина полотна 0,2–5 мм. Используется не только для нанесения широких и плоских линий, но и для выравнивания плоскостей.
Болштихель – полукруглый резец (п. 6). Полотно может быть уже или шире спинки, но оно всегда полукруглое; ширина полотна 0,1–5 мм; применяется для строгих шрифтов различной ширины, при гравировании углублений, при круглой и полукруглой выборке.
Фаденштихель – нитяной резец (п. 7). Похож на плоский резец. У него на полотне множество продольных желобков; его применяют для декоративных поделок и для оживления рисунков.
При работе штихель держат в правой руке, в кулаке, так, чтобы его рукоятка упиралась в ладонь, а большой и указательный пальцы поддерживали инструмент в рабочем положении. При этом локоть находится на весу и опорой руки служит только большой палец, который ограничивает проскальзывание штихеля вперед. В то же время указательным пальцем регулируют силу нажима на ребро штихеля и направляют его по линиям рисунка. Штихель ведут всегда только по прямой линии справа налево, проталкивая его вперед.
При гравировании кривых линий и закруглений поворот штихеля допускается лишь в небольших пределах, а все изгибы линий в соответствии с рисунком осуществляют левой рукой, поворачивая заготовку, закрепленную в шрабкугеле (или колодке).
Штихель должен быть хорошо и правильно заточен. Чем мягче металл, тем угол резания меньше (острее). При резании мягких материалов (дерево) угол равен 45°; для стали он достигает 60–50°. Тупым штихелем работать нельзя – он соскакивает с металла и легко может поранить левую руку, которая постоянно находится перед инструментом. Острый штихель легко режет металл и берет нормальную стружку.
Для плоскостного гравирования пригодны почти все металлы, но лучше всего поддаются гравированию латуни, томпак, пробное серебро, некоторые стали. Хорошо гравируются бронза, цинк, никелевые сплавы; хуже – чистое золото, чистое серебро, а также чистый алюминий.
Обронное гравирование – создание резцом рельефа или даже объемной фигуры. В обронном гравировании выделяют два варианта: выпуклое (позитивное) гравирование – когда рисунок, рельеф выше фона (фон углублен); углубленное (негативное) гравирование – когда рисунок или рельеф ниже фона.
Обронное гравирование – более трудоемкий процесс по сравнению с плоскостным гравированием, так как эта работа требует снятия значительно большей массы металла с заготовки. Поэтому, кроме штихелей, при обронной работе применяют зубильца, керны, сечки, чеканы и пуансоны.
Рабочий конец зубила отковывают и опиливают по форме того или иного штихеля. Кроме зубил и штихелей, к граверному ручному инструменту относятся: керн, применяемый для разметки; сечки – плоские зубила различной ширины с заточкой на одну сторону; чеканы – стальные стержни с различными рабочими концами для выравнивания фона и набивки фактуры, пуансоны, которые изготовляют обычно из рутков инструментальной стали толщиной 6,7 и 10 мм и длиной 65, 85 и 100 мм.
Процесс обронного гравирования складывается из подготовительных работ и самого гравирования. К подготовительным работам относится перевод рисунка на металл, который осуществляется следующим способом. На поверхность заготовки, покрытую белой краской, наносят тонкий слой воска (или пластилина). Затем готовят рисунок, выполняя его карандашом на кальке. При переводе рисунка надо учитывать, каким он должен быть на металле – прямым или обратным (зеркальным). Зеркальный рисунок необходим при гравировании печатей, факсимиле и клише, предназначенных для получения с них оттисков. Скопированный на кальку карандашный рисунок накладывают на заготовку лицевой поверхностью вниз и притирают рукояткой штихеля. Затем осторожно отдирают кальку, и на восковой поверхности остается хорошо заметный отпечаток карандашного рисунка. Затем вокруг рисунка выбирают первую стружку. Эту работу проводят так, чтобы неосторожным движением не испортить рисунок.
Следующая операция – выборка фона. При глубокой выборке или при гравировании закруглений применяют болштихель или аналогичной формы зубило. После вырубки всего поля до необходимой глубины приступают к обработке рельефа, который режут или рубят соответствующими штихелями либо зубилами, а если надо, применяют надфили и чеканы.
Для ускорения работы при гравировании повторяющихся элементов или при выполнении особенно мелких и сложных деталей применяют пуансоны и маточники, которые делают заранее.
При углубленном оброне на отшлифованной поверхности заготовки вычерчивают наружный контур рельефа и обводят его шпицштихелем. После этого приступают к вырубке металла внутри очерченного рисунка. Рубку осуществляют зубилами различной формы. Рубить в глубину следует очень осторожно с частыми проверками и сравнениями с оригиналом. Проверку проводят следующим образом: в предварительно увлажненную вырубленную форму втискивают кусок размягченного пластилина и полученный оттиск сравнивают с оригиналом, по которому ведут работу. Основные глубины измеряют штангенциркулем или проверяют шаблоном.
Углубленный оброн требует от гравера высокой квалификации и навыка, поскольку работа в основном проводится на глаз. Чем глубже выбирают металл, тем осторожнее надо работать, так как исправить чрезмерно глубокую вырубку очень трудно. Когда рельеф вырублен на необходимую глубину, рубку прекращают и приступают к его отделке штихелями, чеканами и пуансонами.
Часть металла снимают, а часть – уплотняют ударами чеканов и пуансонов. После окончательной отделки (шлифования и полирования отдельных участков) контрольный слепок должен быть тождествен модели.
Для подчистки и подрезки дна углубления рельефа используют гнутые штихели и рифлевки.
В настоящее время при изготовлении стальных штампов и пресс-форм для облегчения работы можно применять предварительную грубую выборку металла на фрезерных станках или отливку прецизионным (точным) методом всей матрицы или пресс-формы. В последнем случае граверная работа будет сводиться только к зачистке и отделке полости штампа, что значительно ускоряет и облегчает процесс работы.
При гравировании под чернь в металле (в основном в серебре) делают углубления при помощи штихелей и зубильцев глубиной 0,3–0,5 мм, а затем проводят окончательную обработку рисунка – выравнивают линии и подрезают углы. После этого углубления заливают черным сургучом и лакокрасочным материалом, а сам металл прогревают и после остывания процесс повторяют.
Рассмотрим старые и современные рецепты черни и способы обработки изделий.
Кавказская чернь (из старых рецептов) состоит из «1 золотника серебра 84-й пробы, 1/4 фунта серы, 6 золотников красной меди и 7 золотников свинца». Сплав выливают на чугунную или каменную плиту, и после охлаждения толкут, промывают в воде и просушивают. Порошок готов к употреблению. При покрытии чернью необходимо приготовить тесто из 90 % порошка черни и 10 % раствора буры. Заполнить тестом углубления на изделии, затем положить его в горн для нагрева и расплавления черни. После нанесения покрытия изделие вынимают, охлаждают и полируют.
Специалисты из Германии предлагают такой способ чернения: 1 часть серебра и 2 части меди с добавлением небольшого количества буры. Одновременно в стальном тигле расплавляют 3 части свинца, чтобы добавить его к сплаву серебра с медью. Жидкий свинец медленно выливают в серебряно-медный сплав и хорошо перемешивают. Высокий тигель наполняют до половины желтой порошкообразной серой и подогревают; на 1 часть сплава берут 1,2–1,5 части серы (по объему). Полученный тройной сплав при постоянном помешивании выливают в нагретый серный порошок.
Тигель держат подогретым, чтобы смесь не застыла. Сера частично сгорает, ее нужно потом добавить в состав. Энергичным помешиванием достигают хорошего взаимодействия частей, благодаря чему серебро и медь образуют черное соединение с серой, которое выливают в воду. Полученная чернь должна быть твердой и хрупкой, как стекло. Если ее куски еще можно сгибать, то следует ее еще раз расплавить. Однако лишний нагрев или слишком длительное держание в печи может привести к выгоранию серы. Затем в горячей дистиллированной воде растворяют порошок хлористого аммония, который служит флюсом. Его добавляют к кускам черни, и смесь растирают в фарфоровой ступке в необходимом количестве, так как только свежую влажную черневую хлористоаммониевую кашу можно наносить на изделие.
Современные кузнецы сначала готовят отдельно сернистое серебро, сернистую медь и сернистый свинец, а затем сплавляют их.
Для приготовления сернистого серебра на 97,8 г чистого серебра в виде измельченной стружки берут 20 г серы в порошке, их смешивают и постепенно нагревают в графитовом тигле до 300–400 °C. Сера диффундирует в металл, и образуется сернистое серебро. Таким же методом получают сернистую медь и сернистый свинец. Для этого на 800 г меди берут 250 г серы, а на 400 г свинца 75 г серы.
Полученные сернистые соединения измельчают и смешивают в следующих весовых отношениях: сернистого серебра 111,2 г, сернистой меди 466,6 г и сернистого свинца 422,2 г. В результате получается 1 кг черни, которую насыпают в холодный графитовый тигель, сверху засыпают сухим древесным углем и помещают в муфельную печь, нагревают до 800 °C и через 30–40 мин, когда чернь нагреется до 600–650 °C, в тигель добавляют хлористый аммоний из расчета 284 г аммония на 1 кг черни. Затем тигель закрывают графитовой крышкой и после полного расплавления выливают в чугунную изложницу, нагретую до 300 °C, в которой сплав медленно остывает.
Существуют и другие рецепты приготовления черни, в которых в качестве флюса применяют хлористый аммоний, поташ с поваренной солью и буру.
Есть два приема наложения черни: сухой и мокрый. Сухой способ заключается в том, что поверхность, подлежащую чернению, смачивают водным раствором поташа, буры и поваренной соли и насыпают на нее тонко измельченный и просеянный через сито порошок черни; затем изделие осторожно просушивают. В таком виде изделие поступает в обжиг, который проводят в муфельных печах при температуре 300–400 °C.
Мокрый способ отличается тем, что чернь на изделие накладывают в виде сметанообразной кашицы, разведенной водой. При этом очень важно, чтобы углубления были чистыми, свободными от жира. Сырую тонкопорошковую смесь черни, разведенную в хлористоаммониевом растворе, кисточкой или шпателем наносят в углубления. Смесь кладут по возможности густо и слегка утрамбовывают шпателем. Углубления должны быть заполнены до краев; при тонких гравированных рисунках всю поверхность следует покрывать черневой смесью. Заготовку некоторое время подсушивают. Как только вода испарится, заготовку задвигают в печь и после расплавления черни и заполнения всех углублений вынимают из печи. Необходимо помнить, что при перекаливании частицы серы выгорают, слой делается пористым и появляются пятна. Маленькие объемы черни можно расплавлять паяльником. При этом необходимо сконцентрировать приток теплоты на основном металле, нагревая его с обратной стороны. Когда масса расплавится, нагрев прекращают. Если расплавленная чернь не заполнила все углубления, добавляют необходимое количество и снова нагревают.
Способы гравирования при помощи бормашинок, дрелей и специальных станков. В качестве основного режущего инструмента применяют разнообразные фрезы, шлифовальные камни всевозможных фасонов, различные шлифовальные диски и шкурки, закрепленные на специальных кругах.
При гравировании при помощи бормашинки требуется определенная сноровка, так как необходимо чувствовать фрезу и металл. Если с большим усилием прижимать фрезу к металлу, то скорость фрезы изменяется и обрабатываемая поверхность получается волнистой. Обычно державку держат четырьмя пальцами правой руки, а большим пальцем упираются в боковой торец подставки, на которой происходит гравирование. Бормашинками можно с успехом сверлить, шлифовать, полировать как наружные, так и внутренние поверхности.
Кроме механического гравирования, широко применяется химическое гравирование, т. е. образование рисунка или орнамента путем вытравливания подготовленной поверхности раствором кислоты. Травление может быть позитивным и негативным. В первом случае вытравливается (углубляется) сам узор или рисунок, во втором случае – фон, а узор остается выпуклым.
Перед травлением необходимо подготовить рабочую поверхность – обезжирить и хорошо отполировать ее. Затем на эту поверхность наносят слой кислотостойкой мастики, состоящей из 2 частей парафина, 2 частей мастиковой смолы и 1 части битума. Всю смесь разводят в скипидаре и кистью наносят на изделие. После просушки на подготовленную поверхность иглой наносят рисунок, затем закрывают обратную (нерабочую) сторону воском, и изделие опускается в ванну с травильным раствором. В качестве травильных растворов используют разбавленные кислоты. Не забывайте, что при составлении растворов кислоту надо лить в воду!
Сталь травят в водном растворе серной кислоты (соотношение 1:10). Медь и латунь травят в разбавленной азотной кислоте.
Когда изделие протравится на достаточную глубину, его извлекают из ванны и тщательно промывают в проточной воде. Затем изделие несколько нагревают и слой покрытия снимают скипидаром.
Всечка и насечка – декоративное оформление кованых изделий путем зачеканивания в подготовленную поверхность или в специальные канавки цветного металла (золота, серебра, алюминия, меди и др.).
Этот способ украшения оружия, доспехов, а также бытовых и столовых предметов – очень древний и широко применялся у кузнецов-оружейников Киевской Руси, на Кавказе, а позднее на Тульском, Ижевском и Златоустовском оружейных заводах.
Всечка, или врезная инкрустация, проводится путем зачеканивания тонкой проволоки, полосы или фрагмента из листового металла. В первом случае рисунок гравируют (штихелем или зубильцем) по контуру углубленной канавкой с сечением типа «ласточкин хвост» (рис. 1.3.2, п. 1), и в эту канавку укладывается проволока (п. 2) и зачеканивается (п. 3). Используя различные способы всечки, можно получать всевозможные рисунки и даже поверхности. Проволока может идти в одну нитку (сплошную или штриховую), располагаться рядами, образуя поверхность. Кроме этого, проволоку можно расклепывать до уровня поверхности или оставлять ее несколько выпуклой и на эту поверхность наносить зубильцем насечку, придавая линии характер витых шнуров.
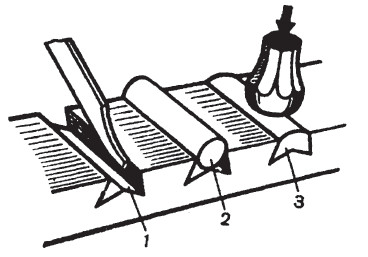
Рис. 1.3.2. Технология всечки проволоки.
Всечка полосы или фрагмента из листового материала осуществляется в подготовленный углубленный участок, основание которого насечено мелкой сеткой. Вырезанный из тонкого листа фрагмент узора (листок, завиток и т. п.) укладывается в углубление на насеченную поверхность и вбивается молотком или чеканом, а затем края рисунка несколько подправляются штихелем. При этом рисунок также может быть вровень с фоном или несколько приподнят. Работа заканчивается общей полировкой изделия.
Насечка не требует оформления углублений, а цветной металл набивается на предварительно подготовленную поверхность изделия, которая имеет углубления в виде мелкой сетки. Насечка наносится специальным зубильцем или сечкой. Затем на поверхность накладывают проволоку или листовую заготовку и, ударяя по ней молоточком, забивают металл в эту поверхность. Иногда для более плотного закрепления рисунка на изделии его дополнительно рассекают притупленным зубилом. Бо?льшую декоративность придает насечке последующая наводка драгоценным металлом, которая скрывает рядность проволочек и улучшает качество поверхности.
Наводка делается следующим образом: золотая амальгама (смесь золота с ртутью) накладывается на рисунок, и изделие нагревается. В результате ртуть испаряется, а золото плотно схватывается с рисунком. Операция может быть повторена несколько раз, в результате наращивается рельеф рисунка и улучшается его качество.
Для приготовления амальгамы берут графитовый тигель с мелко нарезанными кусочками металла (золота или серебра) и накаливают их докрасна, а затем в тигель заливают нагретую до 300 °C ртуть, взятую в восьмикратном количестве по массе к металлу. Затем все перемешивают графитовым стержнем до полного растворения и получения тестообразной массы. Амальгаму выливают в воду и после остывания отжимают лишнюю ртуть через замшу. Наносят амальгаму медной проволочной кистью на подготовленную поверхность, затем изделие нагревают на слабом огне древесного угля или на горелках с асбестовой сеткой для испарения ртути и восстановления золота. Однако надо помнить, что все работы с ртутью необходимо проводить осторожно и лучше на открытом воздухе.
Когда поверхность начнет блестеть, необходимо амальгаму разгладить кистью (или ватой), постепенно ртуть испаряется, а поверхность делается матовой, а затем – желтой.
Золотая и серебряная наводка по красной меди с применением черного лака использовалась еще со времен Киевской Руси. Сохранившиеся до настоящего времени большие входные двери Успенского и Благовещенского соборов Московского Кремля и Васильевские врата Новгорода показывают высокое искусство мастеров. Технология наводки заключалась в следующем. На отшлифованную пластину из красной меди наносили лак, состоявший из 12 частей скипидара, 8 частей асфальта, 4 частей желтого воска и 2 частей сосновой смолы. Лак варили в водяной бане и тщательно перемешивали. Затем пластину слегка подогревали и наносили на нее лак небольшим слоем как можно ровнее.
Подготовленную поверхность коптили над пламенем бересты до тех пор, пока она не становилась черной, как эмалевая поверхность. После просушки при равномерной температуре на поверхность наносили иглой рисунок. Часть рисунка, которая должна быть наведена, очищалась до основания, пластину нагревали до почернения меди, а затем отбеливали в горячем растворе серной кислоты. Отбеленный рисунок хорошо промывали и на влажную поверхность наносили золотую амальгаму. После нагрева ртуть улетучивалась, а золото равномерным слоем покрывало весь рисунок.
В настоящее время используют более простой и безвредный способ получения аналогичных поверхностей на латунной основе: после покрытия поверхности черным лаком и выскабливания рисунка изделие покрывают бесцветным или слегка золотистым нитролаком.
Скань и зернь – виды декоративной отделки изделий путем припайки узоров из скрученных проволок или отдельных шариков.
Обычно для скани берут чистые металлы: медь, серебро, золото, так как сплавы обладают меньшей пластичностью и вязкостью. Если нет проволоки требуемого диаметра, то ее подвергают волочению через ряд фильер. Однако надо помнить, что проволока при волочении упрочняется и ее необходимо периодически отжигать, а затем отбеливать в слабом растворе серной кислоты. Свивку скани лучше всего проводить, используя электродрель.
Свивка должна быть плотной и ровной. Обычно свивку делают из двух проволок, но можно и из трех, а также из уже свитых шнуров. Делают скань и плетенкой из трех проволок или из канители (толстая проволока обвивается одной или несколькими тонкими проволочками).
Зернь – мелкие шарики – можно изготовить следующим образом: разрубить проволоку на одинаковые части, длина которых равна диаметру проволоки, высыпать на твердую ровную чугунную поверхность и обкатывать их верхней ровной плитой до получения шариков.
Изготовление шариков можно проводить и путем оплавления. Тонкую проволоку навивают (виток к витку) на гладкий цилиндрический стержень небольшого диаметра, а затем рубят эту спираль на отдельные колечки. Смешав колечки с угольным порошком, нагревают их в муфельной печи до оплавления. Колечки, отделенные друг от друга углем, спекаются в правильные шарики одинакового размера. В небольшом количестве зернь можно получить, оплавляя колечки на листовом асбесте, слюде или куске угля.
Набор скани начинают с установки наиболее крупных элементов рисунка, выполненных из толстой скрутки, а затем устанавливают мелкие фрагменты и зерна. Места под зернь обычно намечают легким ударом керна. Перед пайкой набор скани сажают на столярный или вишневый клей, а в последнее время – на нитролак или клей БФ.
Пайку скани проводят специальными припоями, состоящими из 1 части чистой меди и 2 частей серебра 875-й пробы (для меди); 1 части меди и 4 частей серебра (для серебра); 3 частей чистого золота и 8 частей чистого серебра (для золота). В качестве флюса применяют буру.
Прокаленную и мелко измельченную буру смешивают в соотношении 1: 1 с припоем и посыпают предварительно смоченное водой (или слабым раствором буры) подготовленное к пайке изделие. Пайку проводят пламенем бензиновой горелки или при помощи февки – стеклянной или металлической трубочки. В процессе пайки клей сгорает, а скань плотно соединяется с изделием. Затем изделие отбеливают в горячем 5-процентном растворе серной кислоты до полного удаления всех следов флюса (буры). В дальнейшем при необходимости скань можно отшлифовать или на крупных элементах сделать насечку.
Рассмотрим теперь некоторые способы украшения кованых изделий при помощи эмали, цветных стекол и камней.
Выемчатая эмаль – заполнение цветной эмалью специальных углублений, или выемок. Этот вид декорирования был широко распространен на территории Руси еще в домонгольский период.
Углубления на изделии делают одним из указанных способов: режут штихелем, вырубают зубилом, высверливают, выфрезеровывают, вычеканивают или вытравливают кислотой. Для непрозрачных эмалей дно может оставаться шероховатым, а для прозрачных оно должно быть гладко зачищенным и отшлифованным, чтобы отражать проходящие лучи света.
Перегородчатая эмаль имеет специальные перегородки (стенки) из узких металлических ленточек, вальцованных проволочек или скани, которые припаивают к основе.
Эмали представляют собой стекловидный твердый раствор кремнезема, глинозема и некоторых других оксидов, называемых плавнями. В продажу эмаль поступает в виде плиток, а для эмалирования ее дробят в порошок в стеклянных или каменных ступках. Очень важно, чтобы размер зерен в порошке был одинаковым. Для устранения пыли размолотую эмаль промывают водой.
Размолотую эмаль смешивают с водой и в виде кашицы накладывают узким шпателем на подготовленное место. Желательно обжиг эмали проводить сразу же после ее наложения. Сначала удаляют лишнюю воду, затем изделие просушивают до тех пор, пока порошок не станет сухим, и переносят изделие в электропечь для окончательного обжига. Температура печи должна быть 600–900 °C.
Можно использовать и открытое пламя, но греть изделие надо с обратной стороны, чтобы копоть не попала в эмаль и не испортила ее цвет. Время обжига зависит от типа эмали и температуры. После того как поверхность эмали сделается гладкой и красной, изделие вынимают из печи, осматривают и дают остыть. Затем шлифуют и тщательно промывают. На следующий день эмаль еще раз моют и помещают в печь для устранения шероховатостей от шлифовки. При необходимости изделие можно отбелить в слабом растворе серной кислоты, в квасе или соке клюквы.
Оконную эмаль и цветное стекло можно с успехом применять в изделиях, которые смотрятся на просвет: в кованых абажурах, фонарях, светцах, оконных решетках.
Замкнутые просветы в изделии заполняются мокрой эмалевой массой, и изделие просушивают и обжигают. Эмаль сплавляется с металлом и превращается в прозрачное стекло.
Можно эмаль сплавлять не с самим кованым изделием, а со специальными металлическими рамками разнообразных форм, которые вставляются в изделие или подвешиваются на него.
Вместо эмалей кованые изделия можно декорировать и цветными стеклами, используя технологию изготовления витражей. В зависимости от общего рисунка изготовляют цветные стекла необходимых размеров и формы, а затем вставляют в изделие и крепят специальными прижимами.
В декоративно-прикладном искусстве России очень широко применялось сочетание металла с драгоценными и поделочными камнями. Украшались доспехи – шлемы и брони «дощатые» (пластинчатые), рукоятки и ножны кинжалов, мечей и сабель, оклады, различные сундучки и шкатулки.
Полудрагоценными камнями издавна украшают различные декоративные кованые изделия. На темном металлическом фоне блестящие, играющие светом камни подчеркивают красоту всего изделия. Граненые или частично обработанные камни могут вставляться в гнезда или подвешиваться в виде гирлянд или отдельных камней на самом изделии.
Для соединения камня с изделием обычно делают оправу, которая прочно удерживает камень. В качестве оправы для заделки камней используют пластичные металлы, которые оформляют в «глухой каст», т. е. камень по периметру охватывается тонкой полоской металла, толщиной 0,2–0,4 мм. Кроме этого, для крепления камня в гнезде применяются сканные и ажурные касты, а также сканные завитки и просто лапки. Опустив камень в гнездо, начинают постепенно прижимать металл к камню во взаимно противоположных местах, а затем и по всему периметру. В процессе закрепления на касте могут появиться острые кромки, которые при дальнейшей обработке устраняются.
В зависимости от задуманной композиции всего изделия возможны различные способы крепления камней: в гнезде, на ножках, на подвесках и т. д.
Алмазная грань – это огранка стальных сферических заготовок со сквозными отверстиями размером от десятых долей миллиметра до 5–8 мм или грибочков – заготовок с полукруглой головкой и с цилиндрическим кончиком – гвоздиком. Крепление их к основе осуществляется за счет расклепывания гвоздика с противоположной стороны поверхности изделия во время формирования общего рисунка.
Изделия с алмазной гранью собираются в гирлянды на тонких нитях, в результате чего достигался эффект сверкания драгоценных камней. Этим видом украшения «гранеными каменьями» в совершенстве владели тульские мастера XVIII – начала XIX в. Заготовки для огранки были круглой, овальной, грушевидной формы, число граней от 16 (простая огранка) до 86 (королевская огранка). Для украшения изделия необходимо было изготовить до 30–40 тыс. разнообразных «каменьев». Изделия, украшенные шариками с алмазной огранкой, показаны на рис. 1.3.3 и на фото 1.3.1, где изображена шкатулка – подарок тульских кузнецов императрице Екатерине II.

Рис. 1.3.3. Два изделия с алмазной гранью: а – браслет; б – печатка.
В 1980-х гг. известный московский реставратор Евгений Буторов в течение нескольких лет изучал технологию изготовления «стальных бриллиантов» и способы их крепления к основе изделия. Используя свои знания, он восстановил эфес шпаги Александра II. Впоследствии эта шпага была выставлена в одном из залов Государственного Исторического музея. Ее установили в стеклянной витрине и направили на нее лучи от нескольких юпитеров – и шпага засверкала всеми цветами радуги, как будто действительно была сделана из настоящих алмазов. Вокруг нее всегда толпились посетители и ценители высокого искусства.
Технология нанесения алмазной грани на стальные заготовки в настоящее время практически утеряна, но автор книги смог частично восстановить ее. Из разговоров с известным тульским кузнецом Николаем Фирстовым, работавшим в последнее время в своей уникальной кузнице в деревне Бехово рядом с музеем Поленово. Первое, говорил Николай, «это надо подобрать „хороший“ металл, т. е. тот, который дает хороший блеск при полировке и имеет высокие износостойкие параметры. Такими качествами обладают шарикоподшипниковые и хромосодержащие стали типа 40Х, ШХ, 29ХН и др. Из таких металлов нужно отковать цилиндрические заготовки, диаметр которых равен диаметру будущего изделия. Затем подбираем наждачный мелкозернистый круг и, удерживая его в руках с определенным наклоном, начинаем гранить конец заготовки. После изготовления одной грани заготовку поворачиваем вдоль продольной оси на угол, соответствующий другой грани и снова граним». Когда я спросил: «Ведь при таком способе огранки грани будут несимметричными?», он ответил: «Ну и что, зато они будут более „живыми“ и будут лучше смотреться».
Ну а если читатель захочет получить качественную огранку, то ему придется воспользоваться «шкрабом», которым пользуются все профессиональные огранщики драгоценных камней.
Е. Буторов рассказал также, сколько творческих мук ему пришлось пережить, когда он подбирал материалы для «стальных бриллиантов», как он искал и находил способы гравировки заготовок таких форм, как сфера, овал, груша и др. Много испробовал он различных шлифовальных порошков и полировочных паст, пока не заиграли его стальные заготовки алмазным блеском!

Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Отделка изделий из меди
Отделка изделий из меди Одним из известных, простых и надежных способов придания меди черного цвета является оксидирование ее азотной кислотой, когда с помощью щетинной кисти на изделие наносят концентрированную азотную кислоту. При этом на поверхности изделия
Отделка изделий из алюминия
Отделка изделий из алюминия Алюминий и его сплавы по своей химической природе значительно отличаются от других металлов и сплавов. Вследствие этого химические приемы обработки, пригодные для многих цветных металлов, при отделке алюминия не пригодны.Наиболее простым и
Отделка изделий из серебра
Отделка изделий из серебра Для отделки изделий из серебра существует много рецептов. Так, для получения черного цвета с синим оттенком необходимо изделие обработать изделие в подогретом до 60°С растворе серной печени.Время обработки 3 – 5 минут. Для получения
Отделка готовых изделий
Отделка готовых изделий Важным завершающим этапом работы является отделка, которая придает изделиям законченный вид, способствует выявлению резного узора или текстуры дерева. Поэтому от качества отделки зависит и качество изделия.Существует два вида отделочного
Глава 5 Отделка деревянных изделий
Глава 5 Отделка деревянных изделий Деревянные изделия можно считать готовыми к эксплуатации после того, как они прошли этапы соответствующей